

Цртање 91. Мерење зазора по висини клипних прстенова у клипним жлебовима. Сви вентили морају бити добро очишћени
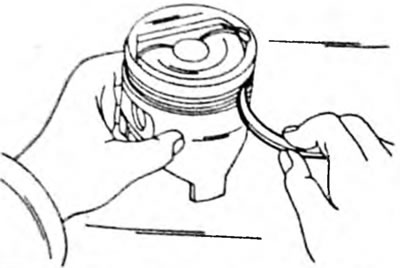
Цртање 92. Уклањање наслага угљеника из жлебова клипних прстенова помоћу сломљеног клипног прстена
Затим убаците све клипне прстенове један по један у цилиндре са доње стране кућишта радилице. Користећи полеђину клипа, уметните прстенове у складу са сликом 93 у цилиндре. У овом случају, они седе директно у отвору цилиндра. Треба бити размотрено. да су критеријуми хабања за моторе од 1,6 л и 2,0 л различити, односно да се мора поштовати наведена дубина урањања. Да бисте измерили топлотни зазор браве клипног прстена, убаците мерач за мерење у браву прстена, као што је приказано на слици 94. Ако величина премашује податке дате у табели величине и подешавања, замените клипне прстенове. Треба узети у обзир да термички размак није исти за све прстенове и за све моторе.
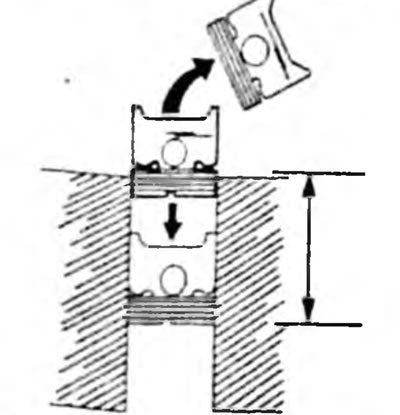
Цртање 93. Мерење топлотног зазора браве клипног прстена у цилиндру. Повуците обрнути клип до дубине (између стрелица) 110 мм на мотору од 2,0 л или 87 мм на мотору од 1,6 л.
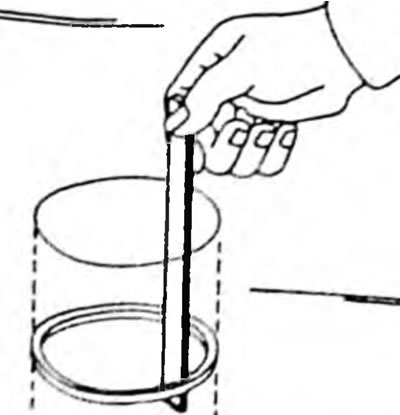
Цртање 94. Мерење термичког зазора блокаде клипног прстена
Проверите да ли су клипни клинови истрошени или оштећени. Ако се одбије само једна клипњача, треба заменити цео комплет. Матице лежаја клипњаче морају се заменити. Такође проверите савијање и увијање клипњача помоћу посебне инсталације (види сл. 95), који треба да буде минималан, односно на дужини од 100 мм могу се савијати за највише 0,05 мм. Унутрашње увијање је дозвољено 0,15 мм на 100 мм на 2.0Л мотору и 0.05 мм на 100 мм на 1.6Л мотору. Чауре главе клипњаче се не могу заменити.
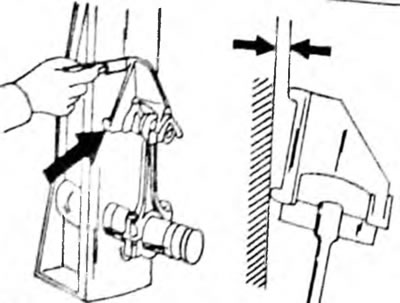
Цртање 95. На машини за исправљање клипњача се проверава савијање и увијање. Овде је приказан тест савијања. Приликом провере увијања, сонда се поставља на место означено стрелицама.