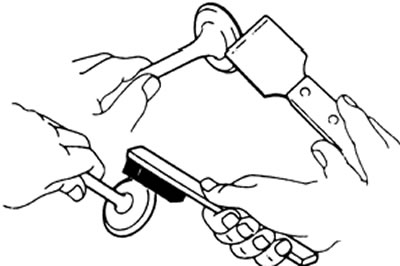
а) Провертаючи колінчастий вал, виведіть послідовно кожен поршень у ВМТ. Використовуючи шабер, видаліть нагар з днища кожного поршня.
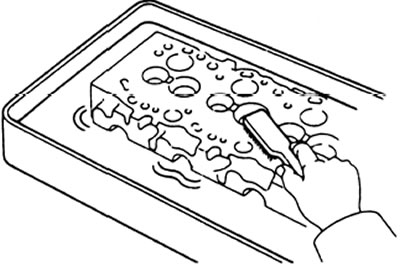
б) Зніміть весь матеріал прокладки з площини привалки блоку циліндрів.
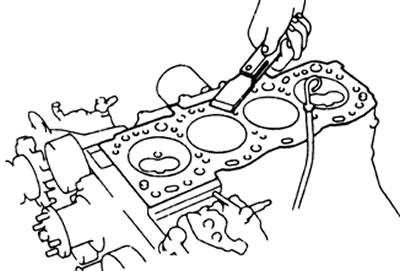
в) Стиснутим повітрям видаліть залишки прокладки, олії та води з поверхонь та отворів блоку.
Увага: використовуйте захисні окуляри при цій операції.
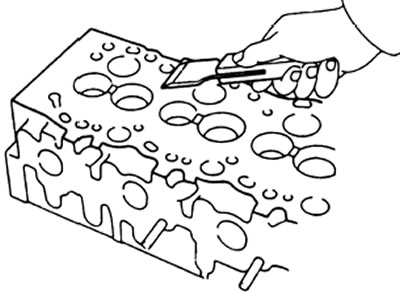
2. Використовуючи шабер, видаліть весь матеріал прокладки з контактної площини колектора та головки блоку циліндрів.
Увага: необхідно виконувати операцію обережно, щоб не подряпати поверхні.
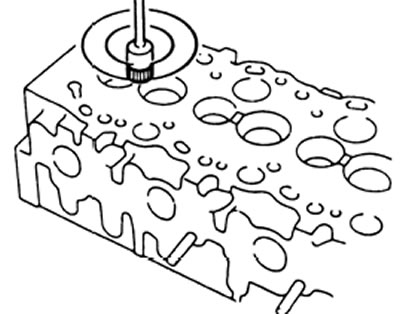
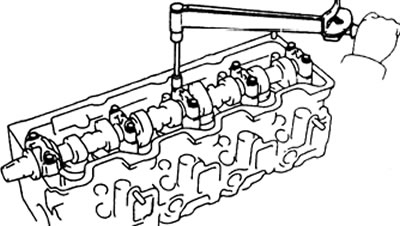
3. Використовуючи дротяну щітку, видаліть весь нагар із камер згоряння.
Увага: Необхідно виконувати операцію обережно, щоб не подряпати приволокну площину.
4. Використовуючи щітку для направляючих втулок клапанів та розчинник, очистіть усі напрямні втулки.
5. Ретельно очистіть головку блоку циліндрів, використовуючи м'яку щітку та розчинник.
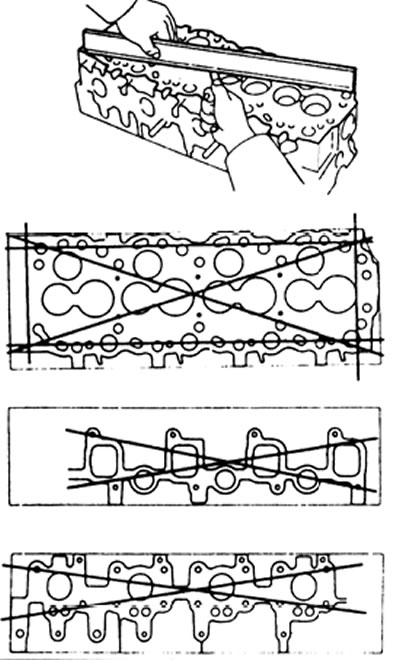
6. Перевірте короблення привалених поверхонь головки блоку циліндрів, використовуючи прецизійну лінійку та щуп.
Максимально допустима неплощинність:
- Серія L - 0,20 мм
- Серія KZ - 0,15 мм
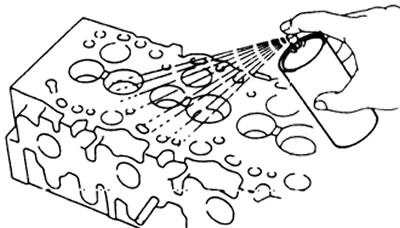
7. Використовуючи проникаючий барвник, перевірте камери згоряння, впускні та випускні отвори, верхню та нижню поверхні головки на наявність тріщин.
8. Очистіть клапани.
а) Використовуючи шабер, видаліть з тарілки клапана наявний нагар.
б) Використовуючи дротяну щітку, ретельно очистіть клапан.
9. Перевірте стан стрижнів клапанів та напрямних втулок.
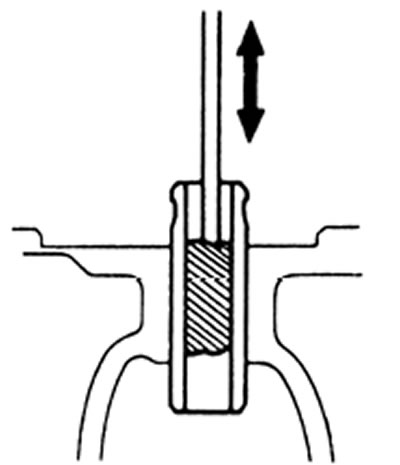
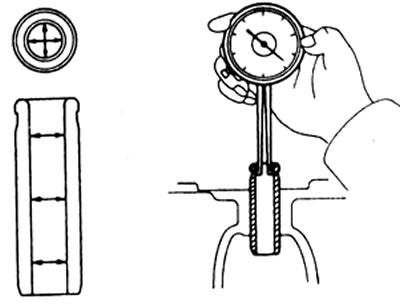
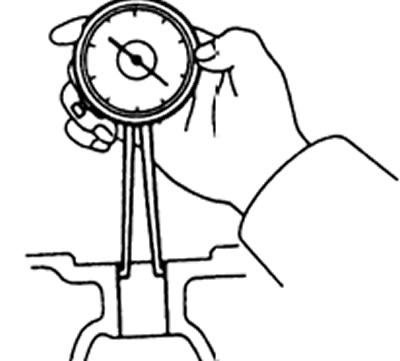
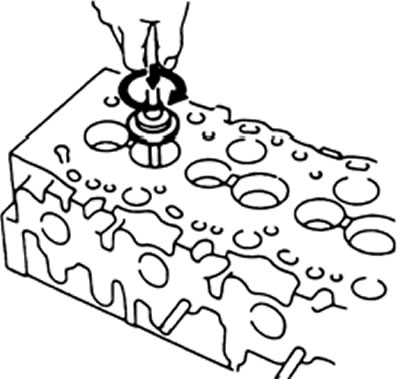
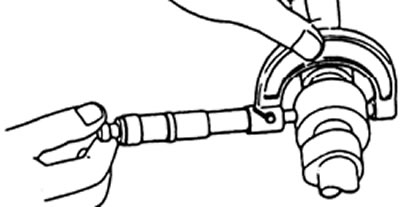
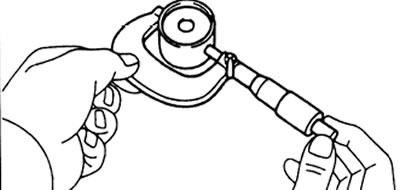
а) Індикатором - нутроміром виміряйте внутрішній діаметр отворів напрямних втулок клапанів, як показано на малюнку.
Внутрішній діаметр 8,01-8,03 мм
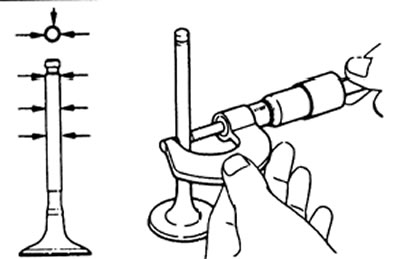
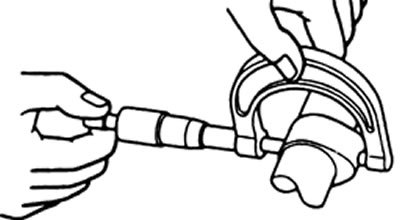
б) Використовуючи мікрометр, виміряйте діаметр стрижня клапана.
Діаметр стрижня клапана:
- Впускний 7,975-7,990 мм
- Випускний 7,960-7,975 мм
в) Відніміть з величини виміряного діаметра отвору напрямної втулки клапана величину діаметра стрижня клапана.
Номінальний зазор:
- Впускний клапан - 0,020-0,055 мм
- Випускний клапан - 0,035-0,070 мм
Максимально допустимий зазор:
- Впускний клапан - 0,08 мм
- Випускний клапан - 0,10 мм
Якщо значення зазору перевищує максимальне, замініть клапани та напрямну втулки.
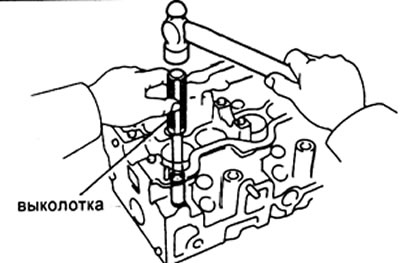
10. За потреби замініть напрямні втулки клапанів.
а) Використовуючи вибивання і молоток, вибийте напрямні втулки.
б) Індикатором - нутроміром виміряйте отвір у головці блоку під напрямну втулку.
в) Виберіть нову напрямну втулку (номінального чи ремонтного розміру).
Якщо діаметр отвору під втулку в головці циліндрів перевищує 13,025 мм, обробіть отвір під ремонтний розмір.
Ремонтний розмір: 13,054-13,075 мм Якщо діаметр отвору під втулку в головці циліндрів перевищує 13,075 мм, замініть головку блоку.
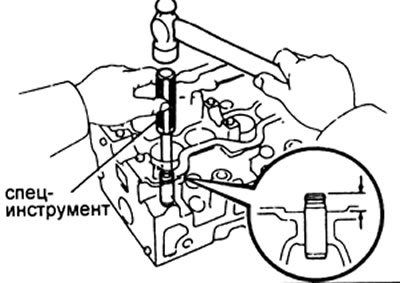
г) Використовуючи спецінструмент та молоток, легкими ударами посадіть нову напрямну втулку на місце. При цьому втулка має виступати з головки циліндрів на 10,8 -11,2 мм (серія L) або 12,8 - 13,2 (серія KZ).
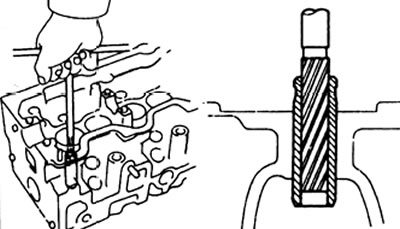
д) Розгорткою (08 мм), обробіть внутрішній діаметр напрямної втулки до отримання номінального зазору між напрямною втулкою та стрижнем клапана.
11. Перевірка стану фасок клапанів та їх відновлення.
а) Шліфування має бути достатнім для видалення заглиблень і нагару.
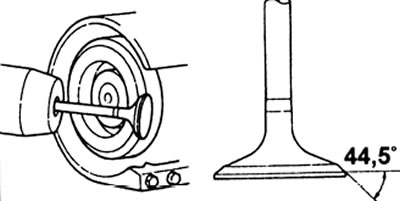
б) Перевірте правильність кута конуса клапана, отриманого внаслідок шліфування.
Номінальний кут
- серія L - 44,5°
- серія KZ - 45,5°
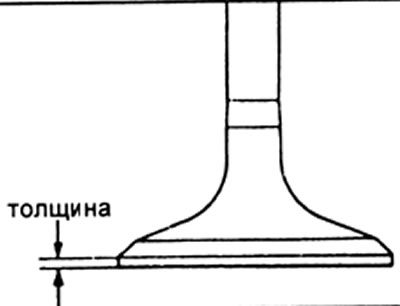
в) Перевірте товщину тарілки клапана.
Номінальна товщина:
- Впускний клапан — 1,6 мм
- Випускного клапана - 1,7 мм
Мінімальна товщина:
- Впускний клапан - 1,1 мм
- Випускного клапана - 1,2 мм
Якщо товщина тарілки нижча від мінімального допустимого значення, замініть клапан.
г) Перевірте загальну довжину клапана.
Номінальна довжина клапана:
- Впускного - 103,29 - 103,69 мм
Випускного:
- серія L - 103,14 - 103,54 мм
- серія KZ - 103,29 - 103,69 мм
Мінімальна довжина клапана:
- Впускного - 102,79 мм
Випускного:
- серія L - 102,64 мм
- серія KZ - 102,79 мм
Якщо довжина клапана менша, замініть клапан.
д) Перевірте торець клапана на знос. За наявності слідів зношування відшліфуйте торець або замініть клапан.
Увага: шліфування не повинно призводити до зменшення мінімально допустимої загальної довжини клапана.
12. Перевірте та очистіть сідла клапанів.
а) Фрезою (45°) очистіть сідла.
б) Перевірте посадку клапана. Нанесіть білила тонким шаром на фаску клапана. Притисніть клапан до сідла. Клапан не крутити.
в) Перевірте контакт між фаскою клапана та сідлом:
- якщо відбиток фарби розташований рівномірно по всьому колу робочої фаски клапана, вісь клапана збігається з віссю седпа. Якщо ні – замініть клапан.
- якщо відбиток фарби розташований рівномірно по всьому колу робочої фаски сідла клапана, то вісь напрямної втулки та сідла збігаються. Якщо ні, відфрезеруйте сідло.
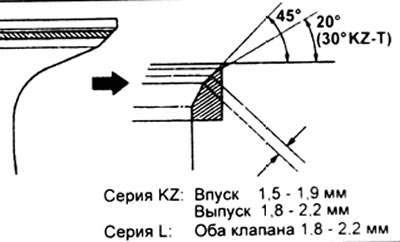
- переконайтеся, що пляма контакту розташована посередині сідла клапана та має ширину 1,8 - 2,2 мм.

Якщо ширина плями контакту виходить за вказані межі, відкоригуйте її так:
Якщо пляма контакту розташована надто високо на сідлі клапана, то за допомогою 20° (30°у двигунів KZ) та 45°фрез виправте сідло.
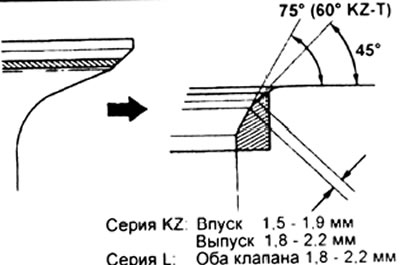
Якщо пляма контакту розташована надто низько на сідлі клапана, використовуйте фрези 75° (60°у двигунів KZ) та 45°.
г) Притріть клапан до сідла клапана притиральної пастою.
д) Після притирання промийте клапан та сідло клапана.
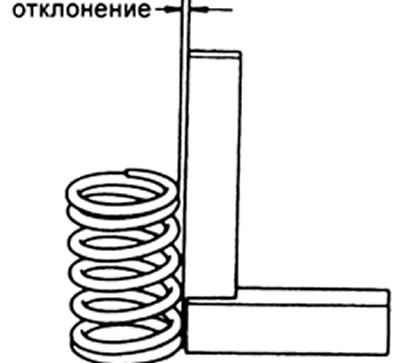
13. Перевірте клапанні пружини.
а) Використовуючи прецизійний косинець, виміряйте неперпендикулярність клапанної пружини.
Максимальне відхилення - 2 мм
Якщо відхилення більше допустимого, замініть клапанну пружину.
б) Штангенциркулем виміряйте довжину пружини у вільному стані:
Довжина пружини:
- серія L з жовтою міткою - 46,20 мм
- з синьою міткою - 49,14 мм
- серія KZ - 48.54 мм
Якщо пружина не відповідає нормі, замініть пружину.

в) Використовуючи пристрій для перевірки пружин, виміряйте деформацію пружини при навантаженні.
При навантаженні - 301 - 332 Н
Довжина пружини - 37,0 мм
Якщо результати вимірювання не відповідають нормі, замініть клапанну пружину.
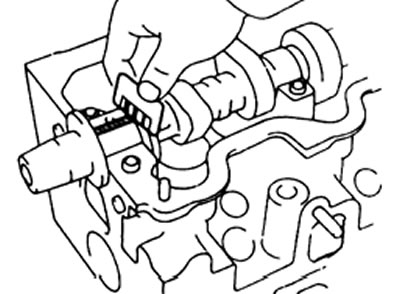
14. Перевірте розподільні вали та їх підшипники.
А. Перевірте биття розподільчого валу:
а) Встановіть розподільний вал на призми.
б) Стрілочним індикатором виміряйте биття розподільного валу по середній опорній шийці.
Максимально допустиме биття:
- серія L - 0,10 мм
- серія KZ - 0,60 мм
Якщо биття більше за норму, то замініть розподільний вал.
Б. Перевірте висоту кулачків:
Номінальна висота кулачка:
Впускного
- серія 2L (Т) 53,45 – 53,47 мм
- серія 3L - 54,29 - 54,31 мм
- серія KZ - 54,81 - 54,91 мм
Випускного
- серія L - 54,99 - 55,01 мм
- серія KZ - 56,14 - 56-24 мм
Мінімальна допустима висота кулачка:
Впускного
- моделі 2L - 53,35 мм
- моделі 3L - 53,79 мм
- моделі 2L - T 52,95 мм
- моделі KZ - 54,39 мм
Випускного
- серія L - 54,49 мм
- серія KZ - 55,72 мм
Якщо висота кулачків менша за мінімально допустиму величину, то замініть розподільний вал.
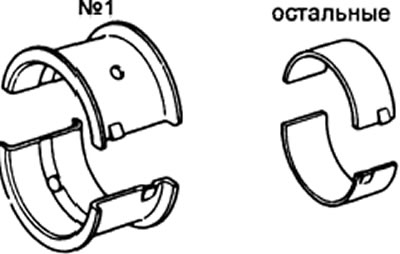
В. Перевірте діаметр опорних шийок розподільчого валу.
Номінальний розмір:
Серія L:
- Шийка №1 - 34,969 - 34,985 мм
- Інші - 27,969 - 27,985 мм
ремонтний розмір №1:
- Шийка №1 - 34,844 - 34,860 мм
- Інші - 27,844 - 27,860 мм
ремонтний розмір №2:
- Шийка №1 - 34,719 - 34,735 мм
- Інші - 27,719 - 27,735 мм
Серія KZ:
- всі шийки - 27.969 - 27.985 мм
Якщо діаметр опорної шийки не відповідає нормі, виміряйте зазор у підшипниках валу.
р. (Тільки для серії L): Перевірте вкладки підшипника на фарбування та появу задир. Якщо вкладки пошкоджені, замініть їх.
Д. (Усі двигуни) Виміряйте величину зазору у підшипниках розподільчого валу.
а) Очистіть кришки підшипників та опорні шийки розподільного валу.
б) Покладіть розподільний вал на опорні поверхні головки блоку циліндрів.
в) Покладіть пластиковий калібр на кожну опорну шийку розподільного валу.

г) Встановіть кришки підшипників і затягніть болти кріплення моментом затягування 25 Н-м (серія L) або 18 Н-м (серія KZ).
Увага: Не повертайте розподільний вал.
д) Зніміть кришки підшипників,
е) Виміряйте ширину калібрів та визначте зазор.
Номінальний зазор:
- серія L - 0,022-0,074 мм
- серія KZ - 0,025 0,062 мм
- Максимальний зазор - 0.10 мм
ж) Видаліть залишки калібрів.
Якщо масляний зазор перевищує максимально допустиме значення, замініть вкладиші підшипників або розподільний вал.
е. (Лише серія L) Якщо необхідно, відшліфуйте та відхонінгуйте шийки розподільчого валу до ремонтного розміру. Встановіть вкладки підшипників шийок ремонту.
Ж. (Усі двигуни) Перевірте величину осьового зазору розподільчого валу.
а) Встановіть розподільний вал на місце.
б) Пересуньте розподільний вал назад і вперед, виміряйте осьовий зазор.
Номінальний осьовий зазор:
- серія L 0,08 – 0,28 мм
- серія KZ 0,08 – 0.18 мм
Максимальний осьовий зазор:
- серія L - 0.35 мм
- серія KZ - 0,25 мм
Якщо осьовий зазор перевищує максимально допустиме значення, замініть вкладиш підшипника №1 або розподільний вал.
15. Перевірте стан штовхачів клапанів та отворів під штовхачі.
а) Мікрометром виміряйте діаметр штовхача.
Діаметр штовхача - 40,892 - 40,902 мм
б) Індикатором – нутроміром виміряйте діаметр отвору штовхача в головці блоку циліндрів.
Діаметр отвору
- серія L - 40,96 - 40,98 мм
- серія KZ - 40,93 - 40,95 мм
в) Відніміть вимірюваний діаметр штовхача з вимірюваного діаметра отвору.
Номінальний зазор, мм:
- серія L - 0,058-0,088 мм
- серія KZ - 0,038 - 0,63 мм
- Максимальний зазор - 0,08 мм
Якщо зазор перевищує максимальну величину, замініть штовхач. У разі потреби замініть головку блоку.
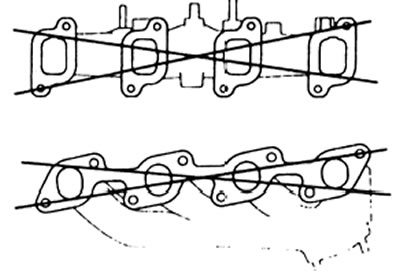
16. Перевірте впускний та випускний колектори. Прецизійною лінійкою та щупом виміряйте короблення контактних площин впускного та випускного колекторів.
Максимальне викривлення - 0,4 мм
Якщо короблення більше допустимого, замініть колектор.
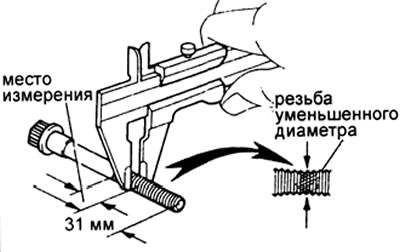
17. Перевірте стан болтів головки блоку циліндрів.
Використовуючи штангенциркуль, виміряйте зовнішній діаметр різьблення у місці найменшого діаметра.
Номінальний зовнішній діаметр - 11,80-12,00 мм
Мінімальний зовнішній діаметр - 11,60 мм
Якщо зовнішній діаметр менший за мінімально допустиме значення, то замініть болт.