
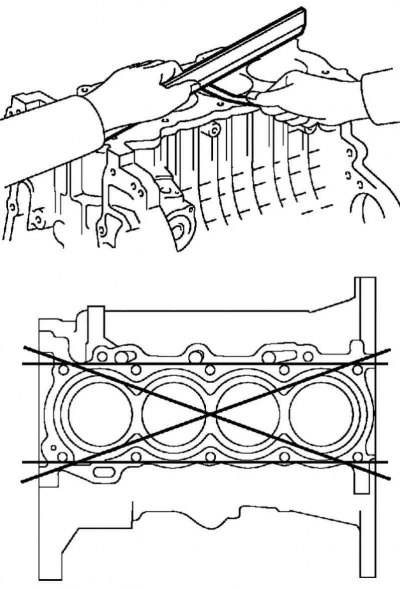
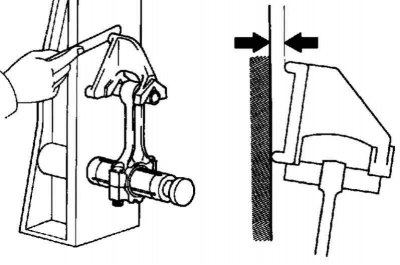
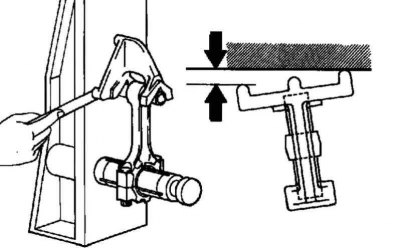
Ryža. 2,282. Kontrola deformácie bloku valcov
Pomocou presnej priamej hrany a škárovej mierky zmerajte deformáciu povrchov, ktoré sa spájajú s tesnením hlavy valcov (ryža. 2,282).
Maximálna povolená hodnota deformácie: 0,05 mm.
Ak deformácia prekročí maximálnu povolenú hodnotu, vymeňte blok valca.
Kontrola priemerov valcov
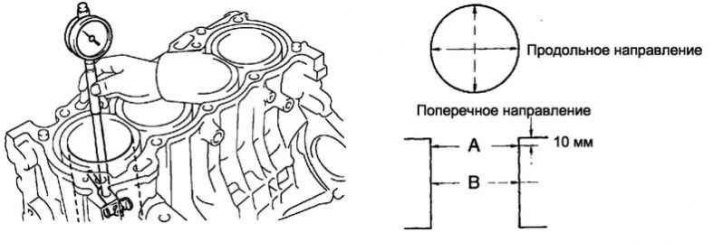
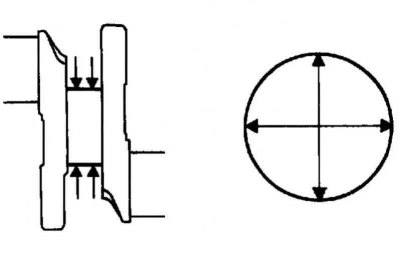
Ryža. 2,283. Schéma na meranie priemeru valca
Pomocou vnútorného meradla zmerajte priemery valcov v rovinách A a B v pozdĺžnom a priečnom smere (ryža. 2,283).
- Menovitý priemer: 79,000–79,013 mm.
- Maximálny povolený priemer: 79,133 mm.
Ak priemer spriemerovaný zo štyroch rozmerov prekročí maximálnu povolenú hodnotu, vymeňte blok valca.
Kontrola zostavy piestu s piestnym čapom
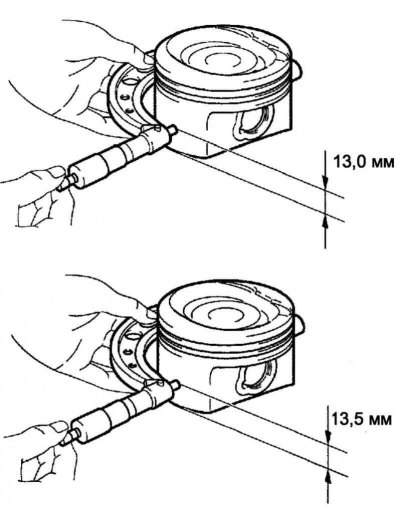
Ryža. 2,284. Kontrola zostavy piestu s piestnym čapom
Pre motor 1ZZ-FE:
Zmerajte priemer piesta pomocou mikrometra.
Mikrometer nastavte tak, aby bol vo vzdialenosti 13,0 mm od okraja plášťa piesta a bol v pravom uhle (90°) k osi otvorov pre piestne čapy, ako je znázornené na obrázku 2.284a.
Priemer piestu: 78,955–78,965 mm.
Ak priemer nie je správny, vymeňte piest.
Pre motor 3ZZ-FE:
Zmerajte priemer piesta pomocou mikrometra.
Mikrometer nastavte tak, aby bol vo vzdialenosti 13,5 mm od okraja plášťa piesta a bol v pravom uhle (90°) k osi otvorov pre piestne čapy, ako je znázornené na obrázku 2.284b.
Priemer piestu: 78,960–78,975 mm.
Ak priemer nie je správny, vymeňte piest.
Kontrola vôle piestového oleja
Odpočítajte nameraný priemer piesta od priemeru valca.
- Nominálna svetlosť oleja: 0,073–0,096 mm.
- Maximálna povolená vôľa oleja: 0,10 mm.
Ak vôľa oleja prekročí maximálnu povolenú hodnotu, zostava piestu sa musí vymeniť.
V prípade potreby vymeňte blok valcov.
Kontrola vôle oleja v piestnom čape
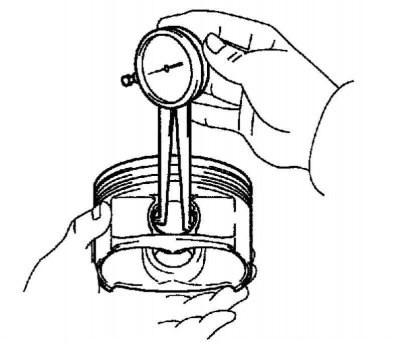
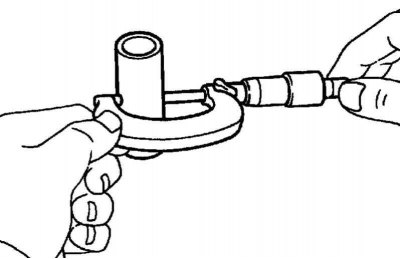
Ryža. 2,285. Meranie diery piestneho čapu
Pomocou číselníkového merača otvorov zmerajte priemer otvoru pre piestny čap (ryža. 2,285).
Priemer otvoru pre piestny čap: 20,006–20,015 mm.
Ak priemer nie je správny, vymeňte zostavu piestu.
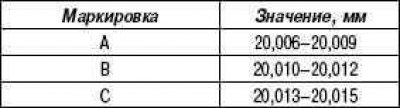
Ryža. 2,286. Meranie vonkajšieho priemeru piestneho čapu
Zmerajte vonkajší priemer piestneho čapu pomocou mikrometra (ryža. 2,286).
Vonkajší priemer piestneho čapu: 20,004–20,013 mm.
Ak priemer nie je správny, vymeňte zostavu piestu.
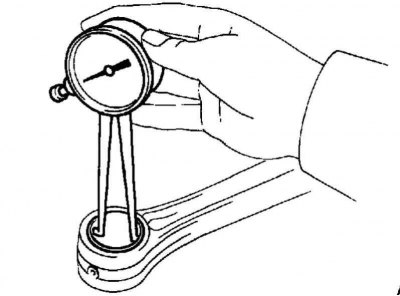
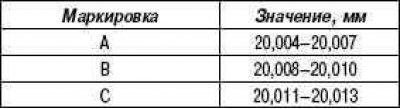
Ryža. 2,287. Meranie priemeru otvoru malého konca ojnice
Pomocou číselníka na otvory odmerajte priemer otvoru na malom konci ojnice (ryža. 2,287).
Priemer otvoru ojnice s malým koncom: 20,012 - 20,021 mm.
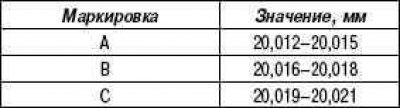
Ak priemer nie je správny, vymeňte zostavu ojnice.
Odčítajte nameraný vonkajší priemer piestneho čapu od priemeru otvoru piestneho čapu.
- Nominálna vôľa oleja: 0,001 až 0,017 mm.
- Maximálna povolená vôľa oleja: 0,017 mm.
Ak vôľa oleja prekročí maximálnu povolenú hodnotu, vymeňte ojnicu.
V prípade potreby vymeňte piestny čap.
Odčítajte nameraný vonkajší priemer piestneho čapu od priemeru otvoru piestneho čapu.
- Menovitá svetlosť oleja: 0,005–0,011 mm.
- Maximálna povolená vôľa oleja: 0,011 mm.
Ak vôľa oleja prekročí maximálnu povolenú hodnotu, vymeňte ojnicu.
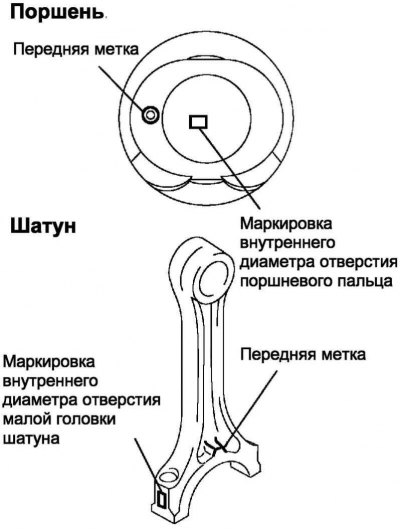
Ryža. 2,288. Označenie priemeru piestu a ojnice
V prípade potreby vymeňte ojnicu a piestny čap (ryža. 2,288).
Kontrola vôle medzi čelnou plochou piestneho krúžku a drážkou piesta
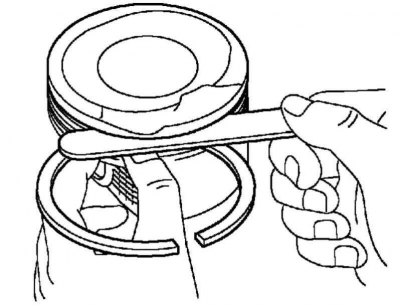
Ryža. 2,289. Meranie medzery medzi čelnou plochou nového piestneho krúžku a stenou drážky piesta
Pomocou spáromeru zmerajte medzeru medzi čelnou plochou nového piestneho krúžku a stenou drážky piesta (ryža. 2,289).
Medzera medzi čelom piestneho krúžku a drážkou piesta
Ak vôľa nie je v rámci špecifikácií, vymeňte zostavu piestu.
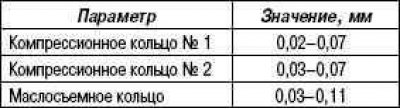
Kontrola vôle v zámku piestneho krúžku
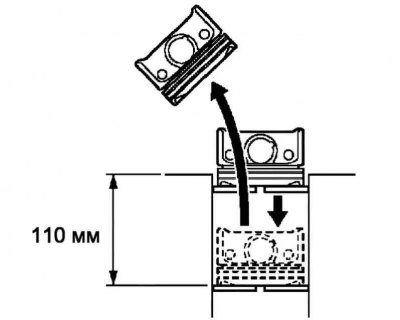
Ryža. 2,290. Zatlačenie piestneho krúžku do valca
Pomocou piestu zatlačte piestny krúžok do valca mierne pod spodnú časť zdvihu krúžku vo vzdialenosti 110 mm od hornej roviny bloku valca (ryža. 2,290).
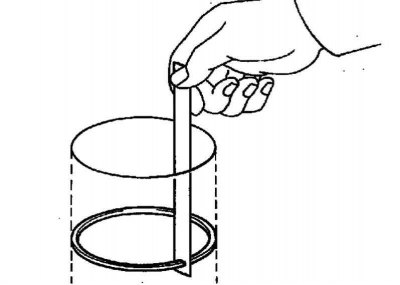
Ryža. 2,291. Meranie medzery v zámku krúžku
Zmerajte medzeru medzi prstencami pomocou špáromeru (ryža. 2,291).
Ak vôľa v zámku piestneho krúžku prekročí maximálnu povolenú hodnotu, piestny krúžok vymeňte.
Menovitá vôľa v zámku piestneho krúžku
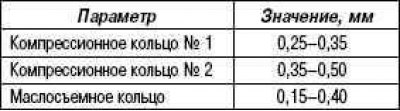
Maximálna povolená medzera v zámku
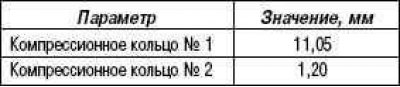
Ak vôľa v zámku piestneho krúžku prekročí maximálnu povolenú hodnotu, a to aj pri novom piestnom krúžku, vymeňte blok valca.
Kontrola zostavy ojnice
Ryža. 2,292. Kontrola zakrivenia ojnice
Pomocou testeru zakrivenia ojnice a sady plochých spáromerov zmerajte zakrivenie ojnice (ryža. 2,292).
- Maximálne prípustné zakrivenie: 0,05 mm na 100 mm.
Ak ohyb ojnice prekročí maximálnu prípustnú hodnotu, ojnicu je potrebné vymeniť.
Ryža. 2,293. Kontrola krútenia ojnice
Skontrolujte krútenie ojnice (ryža. 2,293).
- Maximálne povolené skrútenie: 0,05 mm na 100 mm.
Ak skrútenie ojnice prekročí maximálnu povolenú hodnotu, ojnicu vymeňte.
Kontrola skrutiek ojnice
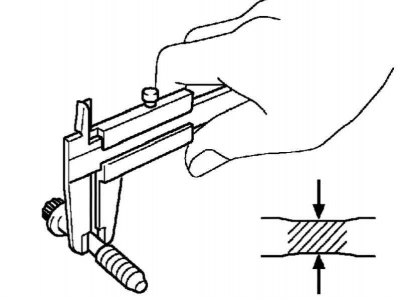
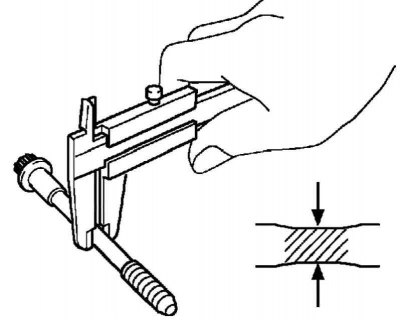
Ryža. 2,294. Meranie ojnice
Pomocou posuvného meradla zmerajte priemer skrutky, ktorá sa má predĺžiť (ryža. 2,294).
- Menovitý priemer: 6,6–6,7 mm.
- Minimálny povolený priemer: 6,4 mm.
Ak je priemer menší ako minimálna povolená hodnota, skrutka sa musí vymeniť.
Kontrola kľukového hriadeľa
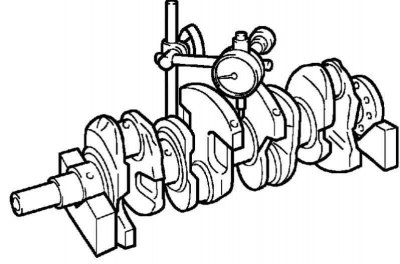
Ryža. 2,295. Meranie radiálneho hádzania kľukového hriadeľa
Na hranoloch postavte zalomený hriadeľ a pomocou ukazovateľa typu hodín zmerajte radiálnu palpáciu, ako je znázornené na obrázku 2.295.
- Maximálne povolené radiálne hádzanie: 0,03 mm.
Ak radiálne hádzanie prekročí maximálnu povolenú hodnotu, je potrebné vymeniť kľukový hriadeľ.
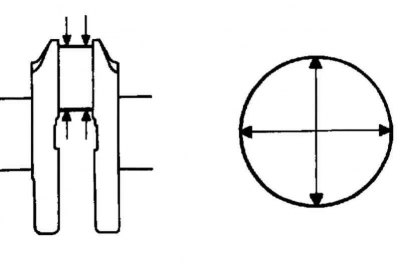
Ryža. 2,296. Schéma merania hlavných čapov kľukového hriadeľa
Pomocou mikrometra zmerajte priemer všetkých hlavných čapov v bodoch označených na obrázku 2.296.
- Priemer: 47,988–48,000 mm.
Ak priemer čapu nezodpovedá špecifikácii, skontrolujte vôľu oleja kľukového hriadeľa.
Skontrolujte kužeľovitosť a oválnosť všetkých hlavných čapov, ako je znázornené na obrázku 2.296.
- Maximálne povolené zúženie a oválnosť: 0,02 mm.
Ak kužeľovitosť a oválnosť presahujú maximálnu prípustnú hodnotu, kľukový hriadeľ je potrebné vymeniť.
Ryža. 2,297. Schéma merania ojničných čapov kľukového hriadeľa
Mikrometer meria priemer všetkých čapov ojnice v bodoch označených na obrázku 2.297.
- Priemer: 43,992–44,000 mm.
Ak priemer čapu nezodpovedá špecifikácii, skontrolujte vôľu oleja v ojnici.
Skontrolujte kužeľovitosť a oválnosť všetkých čapov ojnice, ako je znázornené na obrázku 2.298.
Maximálne povolené zúženie a oválnosť: 0,02 mm.
Ak kužeľovitosť a oválnosť presahujú maximálnu prípustnú hodnotu, kľukový hriadeľ je potrebné vymeniť.
Kontrola skrutiek upevnenia krytov hlavných ložísk kľukového hriadeľa
Ryža. 2,298. Meranie priemeru predĺženia skrutky
Pomocou posuvného meradla zmerajte priemer skrutky, ktorá sa má predĺžiť (ryža. 2,298).
- Menovitý priemer: 7,3–7,5 mm.
- Minimálny povolený priemer: 7,3 mm.
Ak je priemer menší ako minimálny, vymeňte skrutku veka hlavného ložiska.
Kontrola vôle oleja kľukového hriadeľa
Vyčistite všetky hlavné čapy a panvy hlavných ložísk.
Poznámka. Neotáčajte kľukovým hriadeľom.
Namontujte kľukový hriadeľ na blok valca.
Pozdĺž každého hlavného čapu umiestnite stlačiteľné plastové meradlo.
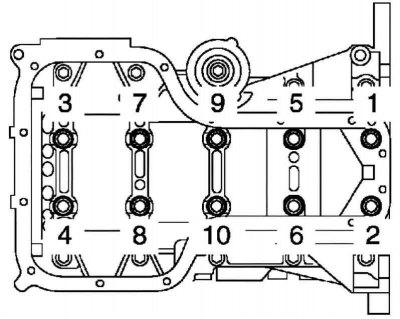
Ryža. 2,299. Postupnosť uťahovania skrutiek hlavného ložiskového bloku
Pomocou SST utiahnite skrutky v niekoľkých krokoch na predpísaný krútiaci moment podľa poradia znázorneného na obrázku 2.299.
- Uťahovací moment: 44 Nm.
Označte prednú stranu každej zo skrutiek veka hlavného ložiska farbou.
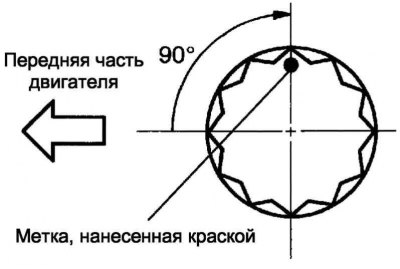
Ryža. 2 300. Uhol nastavenia skrutiek upevnenia radikálových ložísk
Utiahnite skrutky krytu o 90°, ako je znázornené na obrázku 2.300.
Uistite sa, že značky sú otočené o 90°z ich pôvodnej polohy.
Dotiahnite zvyšných 10 skrutiek veka hlavného ložiska.
Uťahovací moment: 19 Nm.
Odstráňte 10 skrutiek.
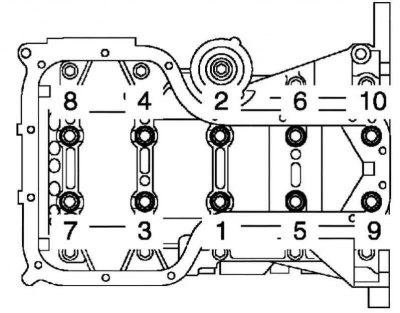
Ryža. 2,301. Postupnosť odskrutkovania skrutiek hlavného ložiskového bloku
V niekoľkých krokoch rovnomerne uvoľnite a odskrutkujte 10 skrutiek bloku uzáverov ložísk v poradí znázornenom na obrázku 2.301.
Zmerajte skladacie plastové meradlá v ich najširšom bode.
- Menovitá svetlosť oleja: 0,015–0,032 mm.
- Maximálna povolená vôľa oleja: 0,05 mm.
Poznámka. Úplne odstráňte zvyšky pokrčených plastových mierok.
Ak vôľa oleja prekročí maximálnu povolenú hodnotu, vymeňte panvy hlavného ložiska.
V prípade potreby vymeňte kľukový hriadeľ.
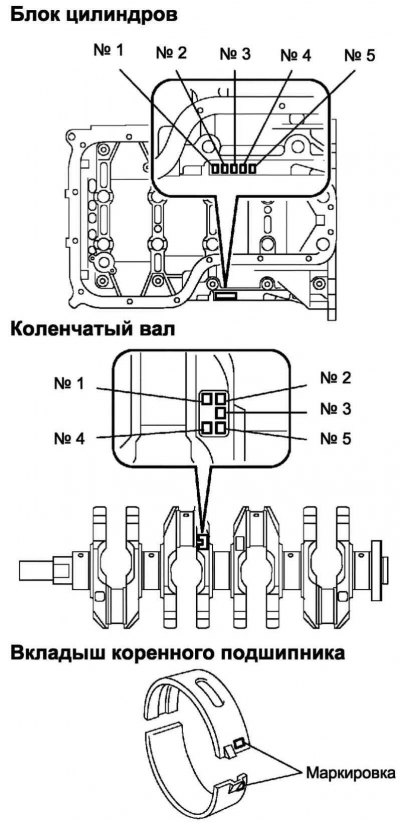
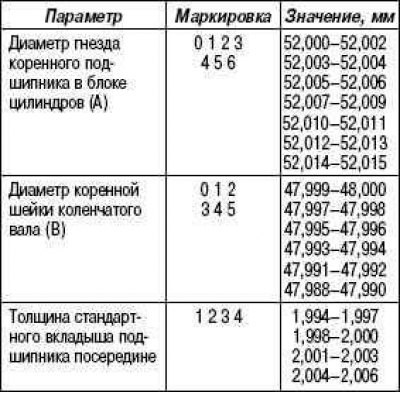
Ryža. 2,302. Vložte schému výberu
Poznámka. Nová panva ložiska musí byť v rovnakej veľkostnej skupine ako staré ložisko. Číslo veľkostnej skupiny je uvedené na vložke. Ak nie je možné určiť číslo na ložisku, vyberie sa veľkostná skupina ložiska podľa nižšie uvedenej tabuľky po doplnení čísel vyrazených na bloku valcov a na kľukovom hriadeli. Ložiskové panvy sa dodávajú v 4 štandardných veľkostných triedach, ktoré sú príslušne označené číslami «1», «2», «3» A «4» (ryža. 2,302).
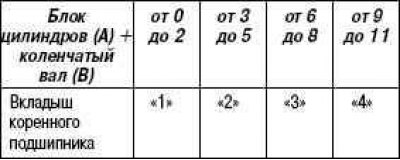
Príklad: blok valcov «3» (A) + kľukový hriadeľ «4» (B) = súčet 7 (použite ložisko «3»).
Zatlačenie vodiacich kolíkov
Ryža. 2,303. Schéma lisovania vodiacich čapov
Pomocou plastového kladiva zatlačte 9 vodiacich kolíkov do bloku valcov (ryža. 2,303).
Hodnotený výkon
Inštalácia vodiacich puzdier
Ryža. 2,304. Schéma lisovania vodiaceho shvtuk
Pomocou plastového kladiva zatlačte 5 nových vodiacich puzdier do bloku valcov (ryža. 2,304).
Hodnotený výkon
Inštalácia čapu
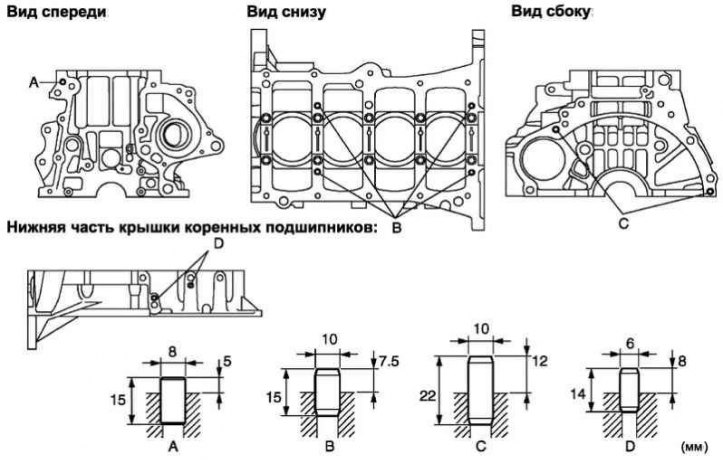
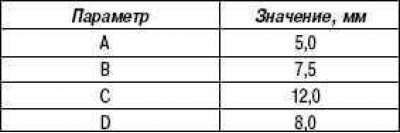
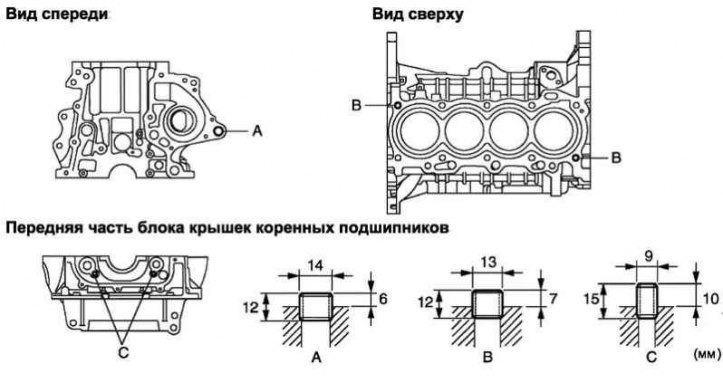
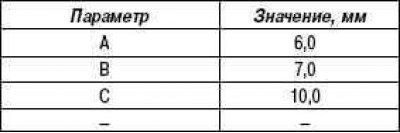
Ryža. 2,305. Schéma inštalácie čapu
Pomocou nástrčných kľúčov TORX E5 a E7 zabaľte 9 čapov do bloku valcov (ryža. 2,305).
Krútiaci moment:
- 5,0 Nm pre A;
- 11 Nm pre B;
- 5,0 Nm pre C;
- 5,0 Nm pre D;
- 5,0 Nm pre E.
Montáž zostavy piestu s piestnym čapom
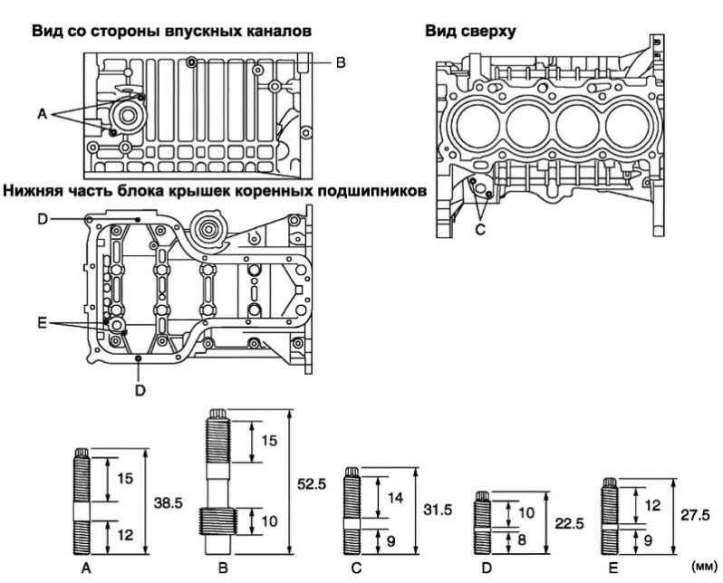
Ryža. 2,306. Schéma inštalácie nového poistného krúžku
Pomocou malého skrutkovača nainštalujte nový poistný krúžok do jedného z otvorov piestu proti piestnemu čapu (ryža. 2,306).
Poznámka. Uistite sa, že prstencový konektor je zarovnaný so zárezom v pieste.
Postupne zahrejte piest na teplotu 80–90°C.
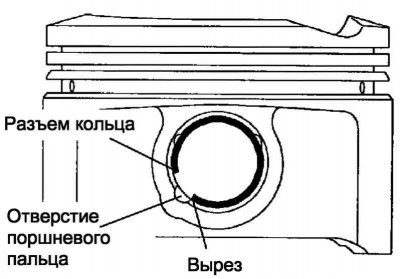
Ryža. 2,307. Značky zarovnania piestu a ojnice
Zarovnajte predné značky na pieste a ojnici a ručne vložte piestny čap do otvorov v pieste a v hornej hlave ojnice (ryža. 2,307).
Pomocou malého skrutkovača nainštalujte nový poistný krúžok do jedného z otvorov piestu proti piestnemu čapu (ryža. 2,306).
Inštalácia súpravy piestnych krúžkov
Ručne nainštalujte expandér a 2 bočné steny zloženého krúžku na stieranie oleja.
Poznámka. Pri opätovnom použití piestnych krúžkov by sa mali inštalovať na rovnaké piesty, z ktorých boli odstránené, a v rovnakej polohe.

Ryža. 2,308. Inštalácia kompresných krúžkov
Nainštalujte 2 kompresné krúžky pomocou klieští na piestne krúžky tak, aby značky smerovali ku korune piesta (ryža. 2,308).
Označovanie (len pre kompresný krúžok č.2): 2R.

Ryža. 2,309. Rozloženie zámkov piestnych krúžkov
Roztiahnite piestne krúžky tak, aby ich zámky boli umiestnené podľa výkresu 2.309.
Inštalácia panvy ložísk kľukového hriadeľa
Nainštalujte hornú panvu ložiska s olejovou drážkou do bloku valca.

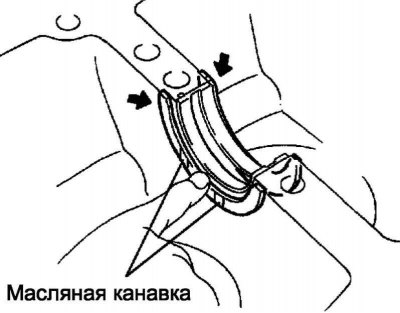
Ryža. 2,310. Inštalácia panvy ložísk kľukového hriadeľa
Nainštalujte spodné ložiskové panvy do hlavných ložísk (ryža. 2,310).
Poznámka. Ložiskové panvy a povrch, ktorý je s nimi v kontakte, nemažte motorovým olejom.
Montáž horných prítlačných polkrúžkov kľukového hriadeľa
Ryža. 2,311. Montáž horných prítlačných polkrúžkov
Nainštalujte 2 horné prítlačné podložky na sedlo hlavného čapu č. 3 v bloku valcov s olejovými drážkami smerom von (ryža. 2,311).
Inštalácia kľukového hriadeľa
Namažte horné ložiskové panvy motorovým olejom a nainštalujte kľukový hriadeľ do bloku valcov.
Naneste tenkú vrstvu motorového oleja na závity skrutiek, sedlá skrutiek a puzdrá veka hlavného ložiska.
Namontujte kľukový hriadeľ na blok valca.
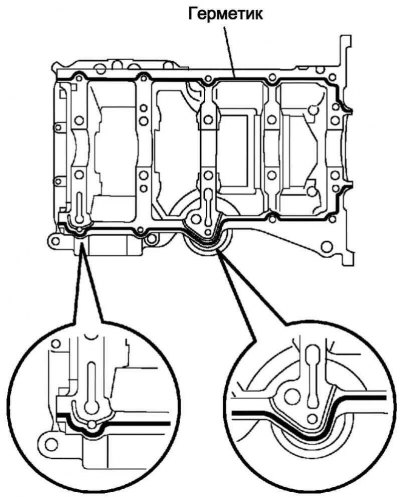
Ryža. 2,312. Schéma kladenia tmelu
Naneste tmel v súvislej guľôčke (priemer 2,5–3,5 mm), ako je znázornené na obrázku 2.312.
Poznámka. Očistite spojovací povrch od oleja.
Poznámka. Zostavu krytu hlavného ložiska nainštalujte do 3 minút od nanesenia tmelu.
Poznámka. Naplňte motor olejom najskôr 2 hodiny po inštalácii zostavy krytu.
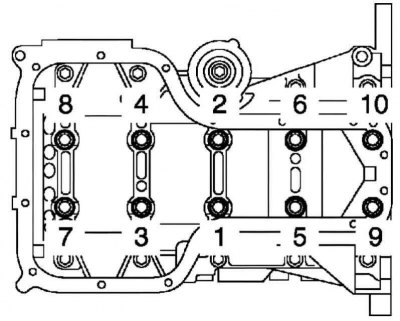
Ryža. 2,313. Postupnosť uťahovania skrutiek upevnenia bloku krytov hlavných ložísk
V niekoľkých krokoch utiahnite skrutky na predpísaný krútiaci moment podľa poradia znázorneného na obrázku 2.313.
- Uťahovací moment: 44 Nm.
Označte prednú stranu každej zo skrutiek veka hlavného ložiska farbou.
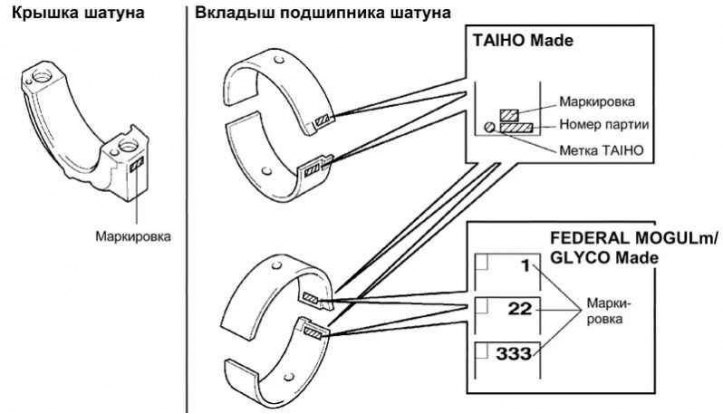
Ryža. 2,263. Označenia a štítky na uzáveroch ojníc a na plášťoch ložísk ojníc
Utiahnite skrutky upevnenia krytov o 90°, ako je uvedené na výkrese 2.263.
Uistite sa, že značky sú otočené o 90°z ich pôvodnej polohy.
Dotiahnite zvyšných 10 skrutiek veka hlavného ložiska.
- Uťahovací moment: 19 Nm.
Inštalácia puzdier ojničných ložísk
Zarovnajte jazýček na objímke s drážkou na uzávere ojnice.
Nainštalujte ojničné ložisko do uzáveru ojnice.
Poznámka. Ložiskové panvy a povrch, ktorý je s nimi v kontakte, nemažte motorovým olejom.
Zarovnajte jazýček na objímke s drážkou na ojnici.
Nainštalujte puzdro ložiska do ojnice.
Inštalácia zostavy ojnice
Roztiahnite piestne krúžky tak, aby ich zámky boli umiestnené podľa výkresu 2.309.
Namažte steny valcov, piesty a povrchy ojničných ložísk motorovým olejom.

Ryža. 2,314. Inštalácia piestu so zostavou ojnice
Pomocou tŕňa piestneho krúžku vložte piesty s ojnicami do valcov tak, aby značka na pieste smerovala k prednej časti motora (ryža. 2,314).
Zarovnajte kolíky na kryte ojnice s otvormi v ojnici a nainštalujte kryt.
Poznámka. Nasaďte uzávery ojníc na ich príslušné ojnice.
Uistite sa, že výstupok na kryte ojničného ložiska je orientovaný správnym smerom.
Naneste tenkú vrstvu motorového oleja na závity a pod hlavy skrutiek uzáveru ojnice.
Pomocou SST 09205-16010 utiahnite skrutky v niekoľkých krokoch na predpísaný krútiaci moment.
- Uťahovací moment: 20 Nm.
Označte prednú stranu každej skrutky uzáveru ojnice farbou.
Utiahnite skrutky krytu o 90°.
Uistite sa, že sa kľukový hriadeľ otáča hladko.
Inštalácia zostavy vypúšťacieho ventilu chladiacej kvapaliny
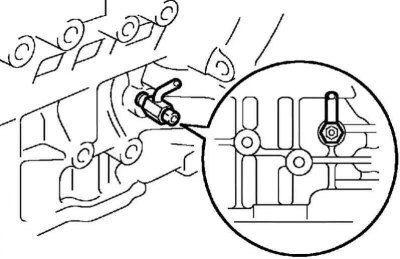
Ryža. 2,315. Schéma inštalácie ventilu na vypúšťanie zostavy chladiacej kvapaliny
Naneste prostriedok na zaistenie závitov na 2 alebo 3 závity vypúšťacieho ventilu chladiacej kvapaliny, potom ventil zaskrutkujte do 3 minút, ako je znázornené na obrázku (ryža. 2,315).
- Uťahovací moment: 25 Nm.
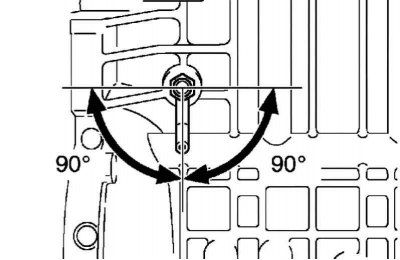
Ryža. 2,316. Poloha vypúšťacej zátky
Utiahnite na predpísaný krútiaci moment otáčaním kohútika v smere hodinových ručičiek tak, aby vypúšťacia armatúra smerovala nadol (ryža. 2,316).
Poznámka. Doplňte chladiacu kvapalinu najskôr hodinu po inštalácii ventilu.
Poznámka. Ventil sa pri otáčaní nesmie otáčať o viac ako 360°a po správnej montáži sa nesmie uvoľniť.