
А) Користите стругач да уклоните наслаге угљеника и друге наслаге угљеника са круне клипа.
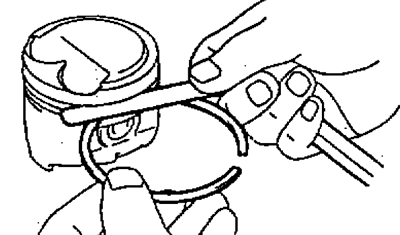
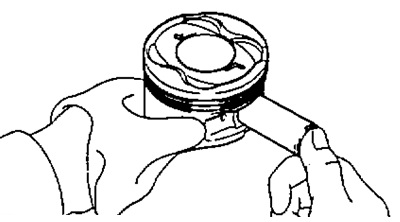
б) Очистите жлебове клипа од наслага комадом сломљеног прстена.
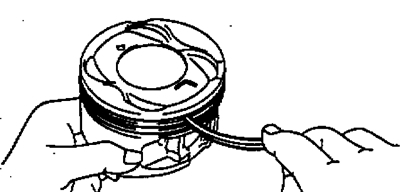
В) Очистите клип растварачем и меком четком.
Напомена: Немојте користити металну четку.
2. Проверите клип и клип Б прстенове.
А. Проверите зазор између клипа и цилиндра.
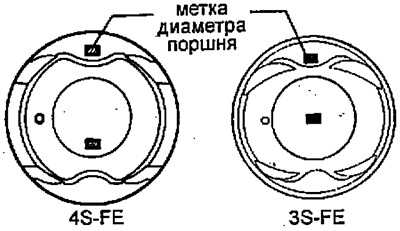
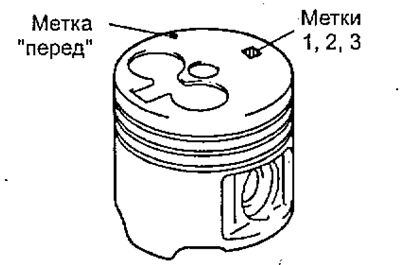
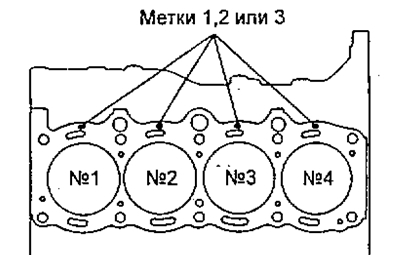
Напомена: постоје три групе величина номиналног пречника клипа, означене ознакама (фигуре) "1", "2" и "3" респективно. Ознака се наноси на круну клипа са ивицом у правцу управном на осу клипа или на круну клипа у средини. Обратите пажњу на етикету (ископавање) "пре", уз које се клип мора уградити у цилиндар.

3S - FE, 4S - FE
4A - FE, 5A - FE, 7A - FE
2С
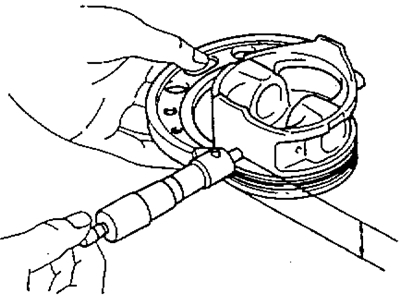
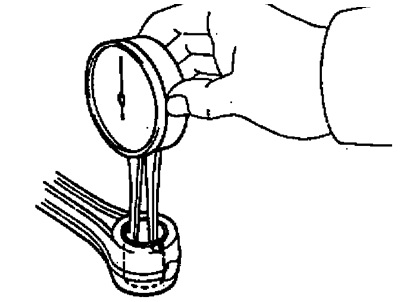
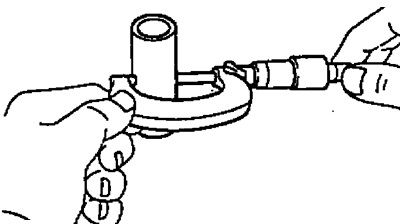
А) Помоћу микрометра измерите пречник сукње клипа на растојању од 25,4 мм (3S - FE), 26,0 мм (4S - FE); 24.5мм (4А - ФЕ, 5А - ФЕ, 7А - ФЕ); 64,5 мм (2Ц); са површине клипа (испод нивоа жлебова клипног прстена) и то у правцу управном на осу клипне осовине, као што је приказано на слици.
Називни пречник клипа:
Мотор 2Ц:
- ознака "1" - 85.945 - 85.955 мм
- ознака "2" - 85.955 - 85.965 мм
- ознака "3" - 85,965 - 85,975 мм
- рем. (0,50) - 86.445 - 86.475 мм
Мотор 3С - ФЕ:
- ознака "1" - 85.870 - 85.880 мм
- ознака "2" - 85.880 - 85.890 мм
- ознака "3" - 85.890 - 85.890 мм
- рем. (0,50) - 86.425 - 86.455 мм
Мотор 4С - ФЕ:
- ознака "1" - 82,437 - 82,447 мм
- ознака "2" - 82.447 - 82.457 мм
- ознака "3" - 82.457 - 82.467 мм
- рем. (0,50) - 82.937 - 82.967 мм
- рем. (0,75) - 83.187 - 83.217 мм
Мотори 4А - ФЕ, 7А - ФЕ:
- ознака "1" - 80,905 - 80,915 мм
- ознака "2" - 80,915 - 80,925 мм
- ознака "3" - 80,925 - 80,935 мм
- рем. (0,50) - 81.430 - 81.460 мм
Мотор 5А - ФЕ:
- ознака "1" - 78,605 - 78,615 мм
- ознака "2" - 78.615 - 78.625 мм
- ознака "3" - 78.625 - 78.630 мм
- рем. (0,50) - 79.130 - 79.160 мм
б) Измерите пречнике цилиндара у правцу осе мотора.
В) Пронађите разлику између мерења пречника клипа и пречника цилиндра.
Зазор између цилиндра и клипа:
2Ц:
- номинални - 0,045 - 0,065 мм
- максимално - 0,15 мм
3S - FE:
- номинални - 0,120 - 0,140 мм
- максимално - 0,190 мм
4S - FE:
- номинални - 0,053 - 0,073 мм
- максимално - 0,120 мм
4A - FE, 5A - FE, 7A - FE:
- номинални - 0,085 - 0,105 мм
- максимално - 0,130 мм
Ако је зазор већи од максималног, замените сва четири клипа и пробушите сва четири цилиндра. Замените блок цилиндра ако је потребно.
Напомена: Када користите нови блок цилиндра, користите клип са истом ознаком (број), што је пречник цилиндра. Пречник цилиндра је означен на блоку цилиндра на местима приказаним на слици.
Б. Проверите крајњи зазор "компресиони прстен - жлеб клипа" мерењем равним мерачем, као што је приказано на слици.
Номинални размак:
Компресијски прстен #1:
- 3С - ФЕ - 0,040 - 0,080 мм
- 4С - ФЕ - 0,030 - 0,070 мм
4A - FE, 5A - FE, 7A - FE:
- Т - 0,050 - 0,085 мм
- 2Р - 0,045 - 0,080 мм
- 2Ц - 0,100 - 0,140 мм
Компресијски прстен #2:
- 3С - ФЕ, 4С - ФЕ, 4А - ФЕ, 5А - ФЕ, 7А - ФЕ - 0,030 - 0,070 мм
- 2Ц - 0,050 - 0,090 мм
Уљни прстен:
2Ц - 0,030 - 0,070 мм
4A - FE, 5A - FE, 7A - FE:
- Т - 0,02 - 0,16 мм
- 2Р - 0,03 - 0,11 мм
Ако је зазор више него прихватљив, замените клип.
Б. Проверите зазор у брави клипног прстена.
А) Уметните клипни прстен у цилиндар.
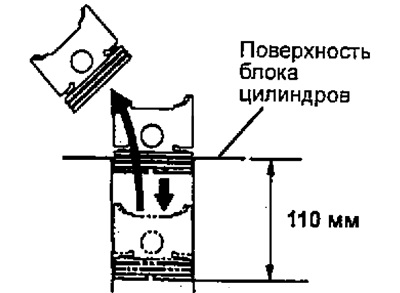
б) Користите клип да гурнете прстен на растојању од 110 мм (3S - FE, 5A - FE); 107 мм (7A - FE); 100 мм (4A - FE, 5A - FE); 120 мм (2Ц) са површине блока цилиндра, као што је приказано на слици.
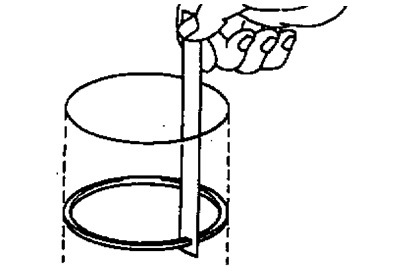
В) Користите равни мерач за мерење зазора у брави.
Мотор 2Ц:
Називни клиренс:
- компресиони прстен бр. 1 - 0,27 - 0,037 мм
- компресиони прстен бр. 2 - 0,34 - 0,47 мм
- прстен за стругање уља (стругачи) — 0,20 - 0,40 мм
Максимални размак:
- компресиони прстен бр. 1 - 0,98 мм
- компресиони прстен бр. 2 - 0,92 мм
- прстен за стругање уља (стругачи) - 1,00 мм
Мотор 3С - ФЕ:
Називни клиренс:
- компресиони прстен бр. 1 - 0,27 - 0,40 мм
- компресиони прстен бр. 2 - 0,27 - 0,41 мм
- прстен за стругање уља (стругачи) — 0,20 - 0,70 мм
Максимални размак:
- компресиони прстен бр. 1 - 1,00 мм
- компресиони прстен бр. 2 - 1,01 мм
- прстен за стругање уља (стругачи) - 1,30 мм
Мотор 4С - ФЕ:
Називни клиренс:
- компресиони прстен бр. 1 - 0,25 - 0,38 мм
- компресиони прстен бр. 2 - 0,20 - 0,32 мм
- прстен за стругање уља (стругачи) — 0,15 - 0,40 мм
Максимални размак:
- компресиони прстен бр.1 - 0,98 мм
- компресиони прстен бр. 2 - 0,92мм
- прстен за стругање уља (стругачи) - 1,00 мм
Мотор 5А - ФЕ:
Номинални зазор: Компресијски прстен #1
- Т - 0,25 - 0,37 мм
- 2Р - 0,25 - 0,35 мм
компресиони прстен #2
- Т - 0,37 - 0,52 мм
- 2Р - 0,35 - 0,50 мм
прстен за стругање уља (стругачи)
- Т - 0,15 - 0,40 мм
- 2Р - 0,10 - 0,35 мм
Максимални размак:
- компресиони прстен бр. 1 - 0,97 мм
- компресиони прстен бр. 2 - 0,95 мм
- прстен за стругање уља (стругачи) - 0,70 мм
Мотор 4А - ФЕ, 7А - ФЕ:
Називни клиренс:
- компресиони прстен бр. 1 - 0,25 - 0,35 мм
- компресиони прстен бр. 2 - 0,35 - 0,50 мм
прстен за стругање уља (стругачи)
- Т - 0,15 - 0,40 мм
- 2Р - 0,10 - 0,35 мм
Максимални размак:
- компресиони прстен бр. 1 - 1,07 мм
- компресиони прстен бр. 2 - 1,02 мм
- прстен за стругање уља (стругачи) - 1,62 мм
Ако је зазор у брави већи од максималног, замените клипни прстен. Ако је зазор у брави већи од максимума чак и са новим клипним прстеном, пробушите све цилиндре или замените блок цилиндра.
Д. Проверите клип.
Када се клип загреје на 60°Ц, клипни клип треба да се креће у клипу без значајног напора. Након провере, уклоните клипну осовину.
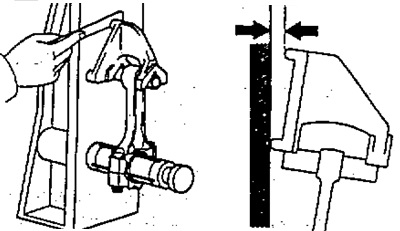
3. Проверите концентричност клипњаче.
А. Помоћу специјалног алата и мерача, проверите савијање клипњаче као што је приказано на слици. Максимално дозвољено савијање по дужини од 100 мм:
- 5А - ФЕ - 0,03 мм
- остатак - 0,05 мм
Ако је увијање више него прихватљиво, замените клипњачу заједно са поклопцем клипњаче.
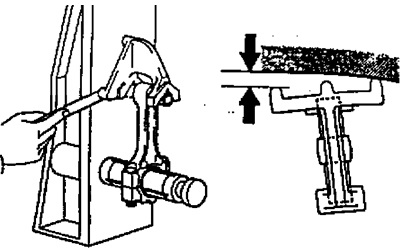
На исти начин проверите увијање клипњаче, као што је приказано на слици.
Максимално увијање на 100 мм дужине:
- Мотори серије Е - 0,05 мм
- мотори серије Ц, С - 0,15 мм
Б. (2Ц, 3С - ФЕ) Проверите зазор уља клипног клипа.
А) Користећи унутрашњи мерач, измерите унутрашњи пречник чауре клипњаче.
Унутрашњи пречник рукава:
2Ц
- ознака А - 27.011 - 27.015 мм
- ознака Б - 20.015 - 20.019 мм
- ознака ц - 20.016 - 20.021 мм
3С - ФЕ - 22.005 - 22.017 мм
б) Помоћу микрометра измерите пречник клипне осовине.
Пречник клипа:
- 2Ц - 27.000 - 27.012 мм
- 3С - ФЕ - 21.997 - 22.009 мм
В) Одузмите измерени пречник клипног клипа од измереног унутрашњег пречника чауре.
Називни клиренс уља:
- 2Ц - 0,007 - 0,015 мм
- 3С - ФЕ - 0,005 - 0,011 мм
Максимални клиренс уља - 0,05 мм
Ако је размак уља већи од максималног, замените чахуру. Ако је потребно, замените склоп клипа и клипа.
ИН. (2Ц, 3С - ФЕ) Ако је потребно, замените чахуру клипњаче.
А). Користећи дрифт и пресу, притисните чахуру из главе клипњаче.
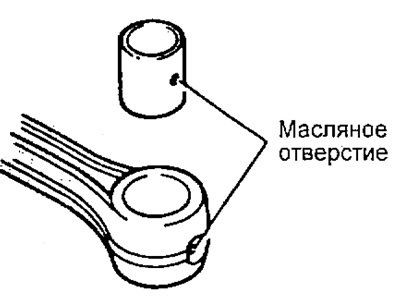
б) (3S - FE) Поравнајте рупе за подмазивање нове чауре и клипњаче и притисните чахуру.
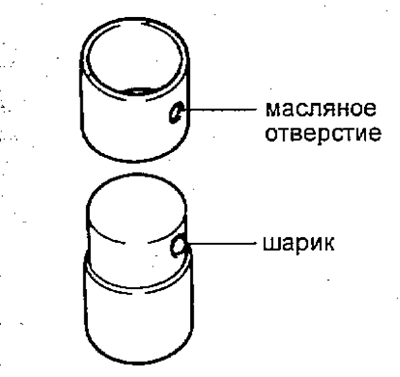
(2C) Поставите чахуру на специјални алат, причврстите га куглицом у уљу (мазиво) рупе за чауре.
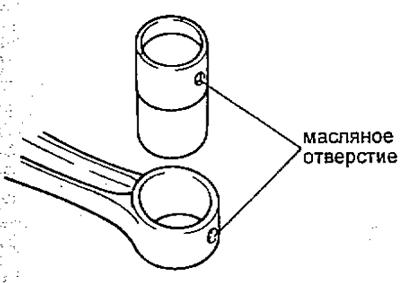
Поравнајте рупе за подмазивање чауре и клипњаче.
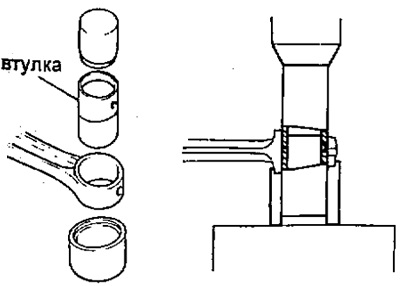
Помоћу специјалног алата и пресе притисните чахуру.
В) Измерите уљни зазор клипног клипа и, ако је потребно, избрусите или поново избрусите нову чахуру до исправног зазора.
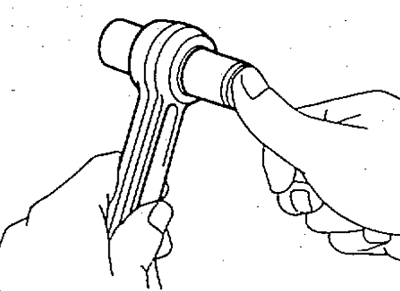
Г) Проверите рад клипног клипа на нормалној собној температури. Премажите клипни клип моторним уљем и гурните га како је приказано.
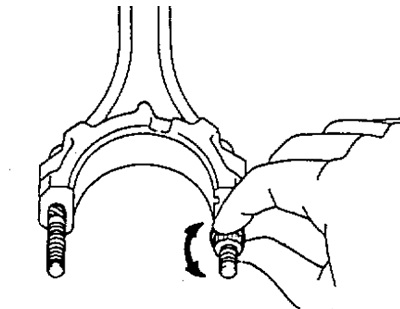
Г. (3S - FE) Проверите завртње клипњаче.
А) Заврните матицу на сваки вијак и уверите се да се навртка може лако окретати руком, за целу дужину навоја завртња.
б) Ако се навртка не може зашрафити ручно, измерите спољни пречник навоја завртња помоћу клеме у пределу где су навоји највише истрошени.
Стандардни пречник:
- 3С - ФЕ - 7,86 - 8,00 мм
Минимални пречник:
- 3С - ФЕ - 7,60 мм
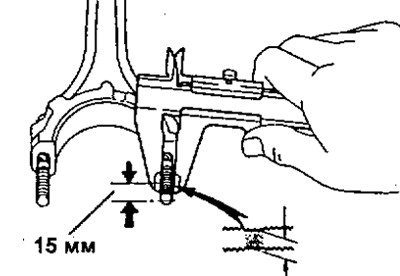
Напомена: Ако је ову област тешко визуелно открити, измерите на удаљености од 15 мм од краја завртња, као што је приказано на слици.
Ако је спољни пречник навоја мањи од минималног, замените вијак клипњаче и матицу као један склоп.