
а) Скребком видаліть нагар та інші вуглецеві відкладення з днища поршня.
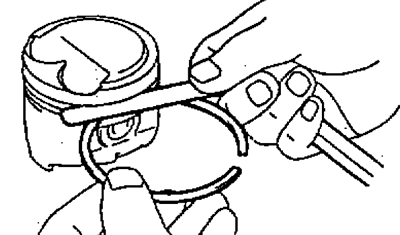
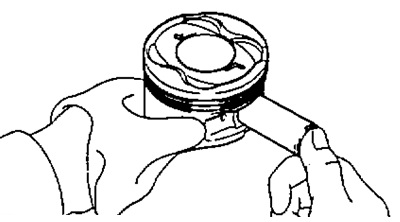
б) Очистіть канавки поршня від відкладень шматком зламаного кільця.
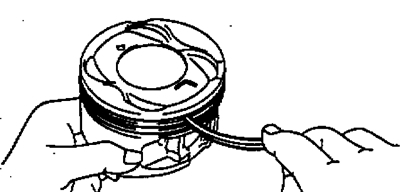
в) Розчинником та м'якою волосяною щіткою остаточно очистіть поршень.
Примітка: не застосовуйте металеву щітку.
2. Перевірте поршень і поршневі кільця.
А. Перевірте зазор між поршнем та циліндром.
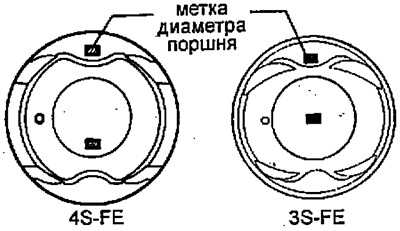
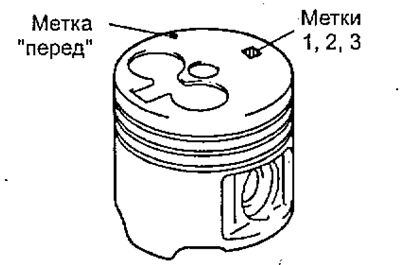
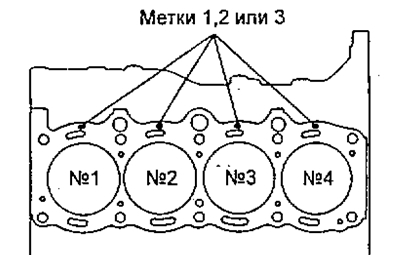
Примітка: є три розмірні групи номінального діаметра поршня, позначені мітками (цифрами) "1", "2" та "3" відповідно. Мітка нанесена на днище поршня з краю у напрямку перпендикулярному до осі поршневого пальця або на днище поршня в центрі. Зверніть увагу на мітку (виїмку) "перед", якою поршень повинен встановлюватися в циліндр.

3S - FE, 4S - FE
4A - FE, 5A - FE, 7A - FE
2С
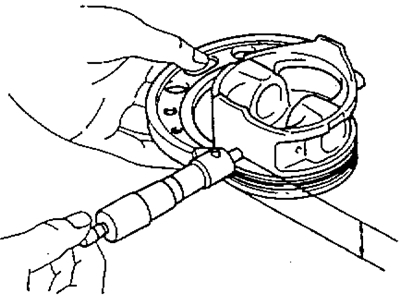
а) Мікрометром виміряйте діаметр спідниці поршня на відстані 25,4 мм (3S - FE), 26,0 мм (4S - FE); 24,5 мм (4А – FE, 5A – FE, 7A – FE); 64,5 мм (2С); від поверхні днища поршня (нижче рівня канавок для поршневих кілець) і в напрямку перпендикулярному осі поршневого пальця, як показано на малюнку.
Номінальний діаметр поршня:
Двигун 2С:
- мітка "1" - 85,945 - 85,955 мм
- мітка "2" - 85,955 - 85,965 мм
- мітка "3" - 85,965 - 85,975 мм
- рем. (0,50) - 86,445 - 86,475 мм
Двигун 3S - FE:
- мітка "1" - 85,870 - 85,880 мм
- мітка "2" - 85,880 - 85,890 мм
- мітка "3" - 85,890 - 85,890 мм
- рем. (0,50) - 86,425 - 86,455 мм
Двигун 4S - FE:
- мітка "1" - 82,437 - 82,447 мм
- мітка "2" - 82,447 - 82,457 мм
- мітка "3" - 82,457 - 82,467 мм
- рем. (0,50) - 82,937 - 82,967 мм
- рем. (0,75) - 83,187 - 83,217 мм
Двигуни 4A - FE, 7A - FE:
- мітка "1" - 80,905 - 80,915мм
- мітка "2" - 80,915 - 80,925 мм
- мітка "3" - 80,925 - 80,935 мм
- рем. (0,50) - 81,430 - 81,460 мм
Двигун 5A - FE:
- мітка "1" - 78,605 - 78,615 мм
- мітка "2" - 78,615 - 78,625 мм
- мітка "3" - 78,625 - 78,630 мм
- рем. (0,50) - 79,130 - 79,160 мм
б) Виміряйте діаметри циліндрів у напрямку осі двигуна.
в) Знайдіть різницю результатів вимірювань діаметра поршня та діаметра циліндра.
Зазор між циліндром та поршнем:
2С:
- номінальний - 0,045 - 0,065 мм
- максимальний - 0,15 мм
3S - FE:
- номінальний - 0,120 - 0,140 мм
- максимальний - 0,190 мм
4S - FE:
- номінальний - 0,053 - 0,073 мм
- максимальний - 0,120 мм
4A - FE, 5A - FE, 7A - FE:
- номінальний - 0,085 - 0,105 мм
- максимальний - 0,130 мм
Якщо зазор більший за максимальний, замініть всі чотири поршні і розточіть всі чотири циліндри. За потреби замініть блок циліндрів.
Примітка: при використанні нового блоку циліндрів застосовуйте поршень з тією самою міткою (номером), що діаметр циліндра. Маркування діаметра циліндра нанесено на блоці циліндрів у місцях, показаних на малюнку.
Б. Перевірте торцевий зазор компресійне кільце - поршнева канавка, вимірявши його плоским щупом, як показано на малюнку.
Номінальний зазор:
Компресійне кільце №1:
- 3S - FE - 0,040 - 0,080 мм
- 4S - FE - 0,030 - 0,070 мм
4A - FE, 5A - FE, 7A - FE:
- Т - 0,050 - 0,085 мм
- 2R - 0,045 - 0,080 мм
- 2С - 0,100 - 0,140 мм
Компресійне кільце №2:
- 3S - FE, 4S - FE, 4A - FE, 5A - FE, 7A - FE - 0,030 - 0,070 мм
- 2С - 0,050 - 0,090 мм
Олійне кільце:
2С - 0,030 - 0,070 мм
4A - FE, 5A - FE, 7A - FE:
- Т - 0,02 - 0,16 мм
- 2R - 0,03 - 0,11 мм
Якщо зазор більше допустимого, замініть поршень.
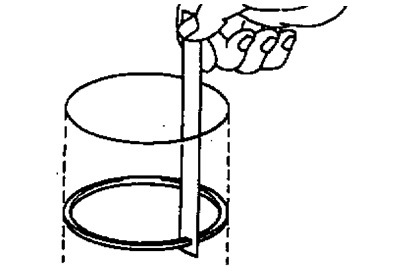
В. Перевірте зазор у замку поршневого кільця.
а) Вставте поршневе кільце в циліндр.
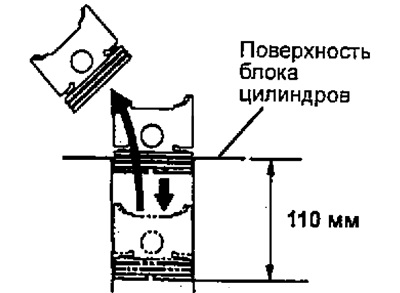
б) Поршнем проштовхніть кільце на відстань 110 мм (3S - FE, 5A - FE); 107 мм (7A - FE); 100 мм (4A - FE, 5A - FE); 120 мм (2С) від поверхні блоку циліндрів, як показано малюнку.
в) Плоским щупом виміряйте зазор у замку.
Двигун 2С:
Номінальний зазор:
- компресійне кільце №1 - 0,27 - 0,037 мм
- компресійне кільце №2 - 0,34 - 0,47 мм
- олійне кільце (по скребках) - 0,20 - 0,40 мм
Максимальний зазор:
- компресійне кільце №1 - 0,98 мм
- компресійне кільце №2 - 0,92 мм
- маслознімне кільце (по скребках) - 1,00 мм
Двигун 3S - FE:
Номінальний зазор:
- компресійне кільце №1 - 0,27 - 0,40 мм
- компресійне кільце №2 - 0,27 - 0,41 мм
- маслознімне кільце (по скребках) - 0,20 - 0,70 мм
Максимальний зазор:
- компресійне кільце №1 - 1,00 мм
- компресійне кільце №2 - 1,01 мм
- маслознімне кільце (по скребках) - 1,30 мм
Двигун 4S - FE:
Номінальний зазор:
- компресійне кільце №1 - 0,25 - 0,38 мм
- компресійне кільце №2 - 0,20 - 0,32 мм
- маслознімне кільце (по скребках) - 0,15 - 0,40 мм
Максимальний зазор:
- компресійне кільце N°1 - 0,98 мм
- компресійне кільце №2 - 0,92мм
- маслознімне кільце (по скребках) - 1,00 мм
Двигун 5A - FE:
Номінальний зазор: компресійне кільце №1
- Т - 0,25 - 0,37 мм
- 2R - 0,25 - 0,35 мм
компресійне кільце №2
- Т - 0,37 - 0,52 мм
- 2R - 0,35 - 0,50 мм
маслознімне кільце (по скребках)
- Т - 0,15 - 0,40 мм
- 2R - 0,10 - 0,35 мм
Максимальний зазор:
- компресійне кільце №1 - 0,97 мм
- компресійне кільце №2 - 0,95 мм
- маслознімне кільце (по скребках) - 0,70 мм
Двигун 4A - FE, 7A - FE:
Номінальний зазор:
- компресійне кільце №1 - 0,25 - 0,35 мм
- компресійне кільце №2 - 0,35 - 0,50 мм
маслознімне кільце (по скребках)
- Т - 0,15 - 0,40 мм
- 2R - 0,10 - 0,35 мм
Максимальний зазор:
- компресійне кільце №1 - 1,07 мм
- компресійне кільце №2 - 1,02 мм
- маслознімне кільце (по скребках) - 1,62 мм
Якщо зазор у замку більший за максимальний, замініть поршневе кільце. Якщо зазор у замку більший за максимальний навіть з новим поршневим кільцем, розточіть усі циліндри або замініть блок циліндрів.
Г. Перевірте поршневий палець.
При нагрітому поршні до 60°С поршневий палець повинен переміщатися в поршні, без значних зусиль. Після перевірки зніміть поршневий палець.
3. Перевірте співвісність шатуна.
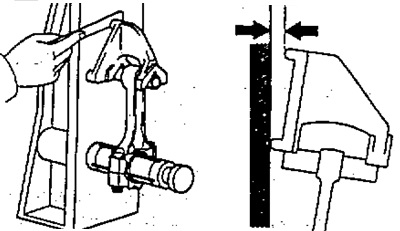
А. Використовуючи спеціальний пристрій і плоский щуп, перевірте вигин шатуна, як показано на малюнку. Максимально допустимий згин на 100 мм довжини:
- 5A - FE - 0,03 мм
- решта - 0,05 мм
Якщо скручування більше допустимого, замініть шатун разом із кришкою шатуна.
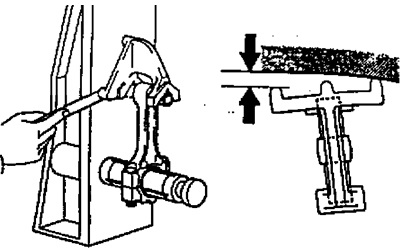
Аналогічно перевірте скручування шатуна, як показано на малюнку.
Максимальне скручування на 100 мм довжини:
- двигуни серії Е - 0,05 мм
- двигуни серії С, S - 0,15 мм
Б. (2С, 3S - FE) Перевірте масляний проміжок поршневого пальця.
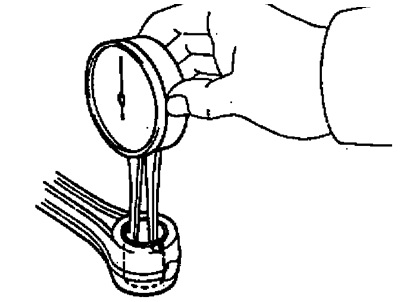
а) Нутромір, виміряйте внутрішній діаметр втулки верхньої головки шатуна.
Внутрішній діаметр втулки:
2С
- мітка А - 27,011 - 27,015 мм
- мітка В - 20,015 - 20,019 мм
- мітка з - 20,016 - 20,021 мм
3S - FE - 22,005 - 22,017 мм
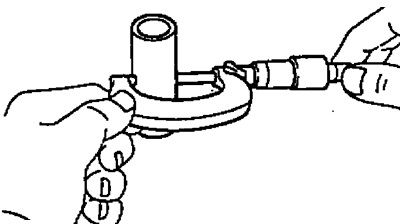
б) Використовуючи мікрометр, виміряйте діаметр поршневого пальця.
Діаметр поршневого пальця:
- 2С - 27,000 - 27,012 мм
- 3S - FE - 21,997 - 22,009 мм
в) Відніміть вимірюване значення діаметра поршневого пальця від вимірюваного значення внутрішнього діаметра втулки.
Номінальний масляний зазор:
- 2С - 0,007 - 0,015 мм
- 3S - FE - 0,005 - 0,011 мм
Максимальний масляний зазор - 0,05 мм
Якщо масляний зазор більший за максимальний, замініть втулку. Якщо необхідно, замініть поршень та поршневий палець у зборі.
Ст. (2С, 3S - FE) Якщо необхідно, замініть верхню головку шатуна.
а). Використовуючи оправлення та прес, випресуйте втулку з верхньої головки шатуна.
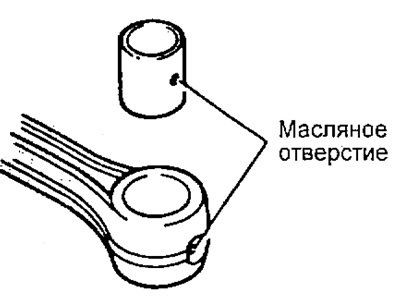
б) (3S - FE) Поєднайте мастильні отвори нової втулки та шатуна та запресуйте втулку.
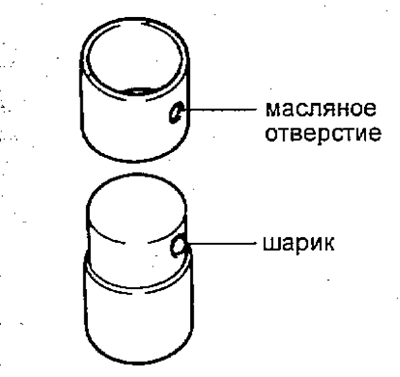
(2C) Встановіть втулку на спеціальний пристрій, зафіксувавши її кулькою в масляному (мастильному) отвори втулки.
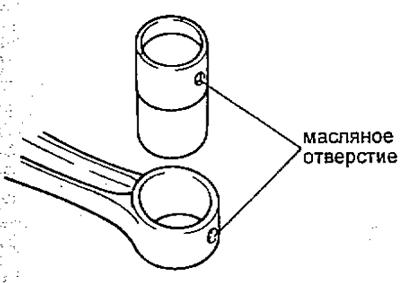
Поєднайте мастильні отвори втулки та шатуна.
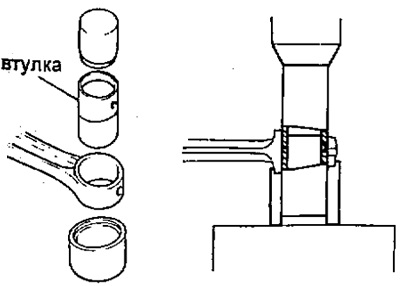
Використовуючи спеціальний пристрій та прес, запресуйте втулку.
в) Виміряйте масляний зазор поршневого пальця і якщо необхідно, то відшліфуйте, або переточіть нову втулку до отримання номінального зазору.
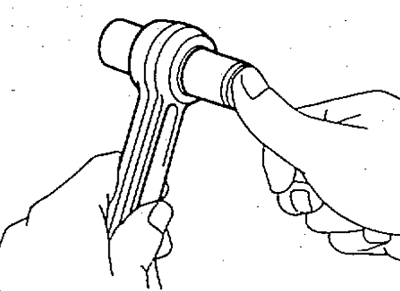
г) Перевірте роботу поршневого пальця за нормальної кімнатної температури. Нанесіть на поршневий палець моторне масло і натисніть на нього, як показано на малюнку.
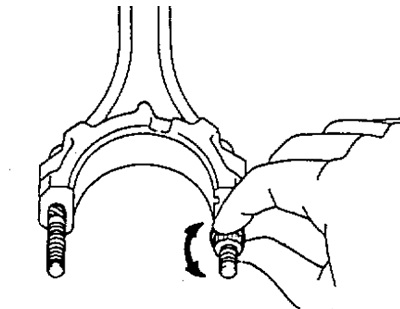
р. (3S - FE) Перевірте болти.
а) Наверніть гайку на кожен болт і переконайтеся, що гайка легко обертається рукою, на всю довжину різьблення болта.
б) Якщо гайка не обертається рукою, виміряйте зовнішній діаметр різьблення болта штангенциркулем у зоні найбільшого зносу різьблення.
Стандартний діаметр:
- 3S - FE - 7,86 - 8,00 мм
Мінімальний діаметр:
- 3S - FE - 7,60 мм
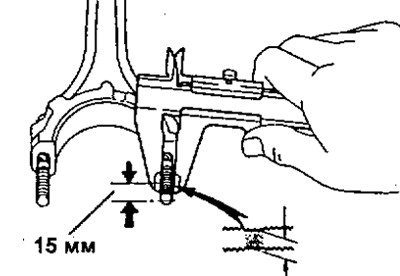
Примітка: якщо таку зону важко виявити візуально, проводьте вимірювання на відстані 15 мм від кінця болта, як показано на малюнку.
Якщо зовнішній діаметр різьблення менший за мінімально допустимий, замініть шатунний болт і гайку як єдину складальну одиницю.