
A) Odstráňte zvyšky tesnení z pracovných plôch bloku pomocou škrabky a kovovej kefy.
b) Rozpúšťadlo a mäkká kefka nakoniec vyčistite blok valcov.
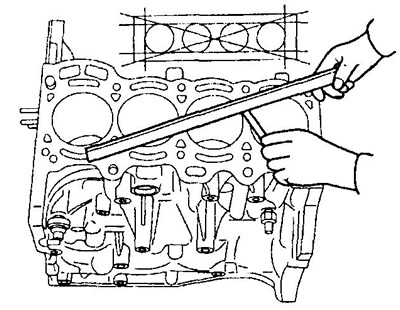
2. Skontrolujte rovinnosť povrchu plynového spoja bloku valcov pomocou presného pravítka a plochej sondy.
Maximálna nerovnosť:
- Séria EJ - 0,08 mm
- Séria KZ - 0,05 mm
Ak rovinnosť presahuje maximum, vymeňte blok valcov.
3. Skontrolujte zrkadlo valcov na prítomnosť zvislých škrabancov.
Ak sú hlboké škrabance, vymeňte blok valcov.
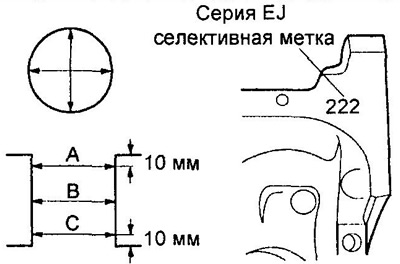
4. Skontrolujte priemer valcov.
Zmerajte priemer valca v troch úrovniach pomocou meradla "A", "IN" A "S" priečne (1) a pozdĺžne (2) smeroch, ako je znázornené na obrázku.
Uistite sa, že rozdiel medzi maximálnym a minimálnym priemerom každého valca nepresahuje:
- Séria EJ - 0,200 mm
- Séria KZ - 0,020 mm
Menovitý priemer:
Séria EJ:
- štítok (1) — 72 000 - 76 010 mm
- štítok (2) - 72,010 - 76,020 mm
- štítok (3) - 72,030 - 76,040 mm
Séria KZ - 72 000 - 72 012 mm
5. Skontrolujte oválnosť a zúženie valcov.
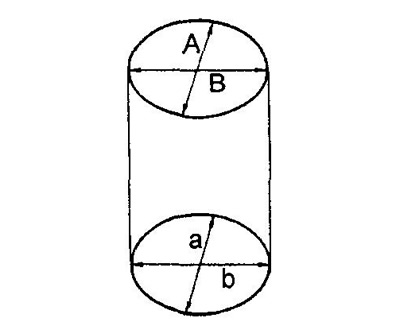
- Maximálna oválnosť a zúženie - 0,03 mm