
а) Отстранете остатъците от уплътнения от работните повърхности на блока със скрепер и метална четка.
b) С разтворител и мека четка почистете изцяло цилиндровия блок.
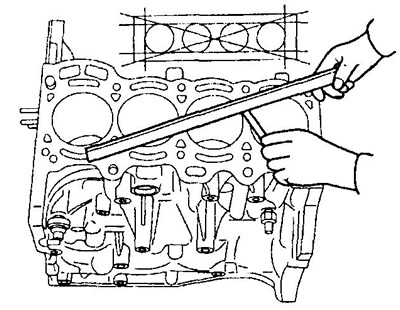
2. Проверете повърхността на газовото съединение на блока от цилиндри на плоскост с помощта на прецизна линийка и плоска сонда.
Максимална неплоскост:
- Серия EJ - 0,08 мм
- Серия KZ - 0,05 mm
Ако плоскостта надвишава максимума, сменете блока на цилиндъра.
3. Проверете огледалото на цилиндрите за наличие на вертикални драскотини.
Ако има дълбоки драскотини, сменете блока на цилиндъра.
4. Проверете диаметъра на цилиндрите.
Измерете диаметъра на цилиндъра на три нива "A", "B" и "C" в напречна (1) и надлъжна (2) посока с индикатора-шублер, както е показано на фигурата.
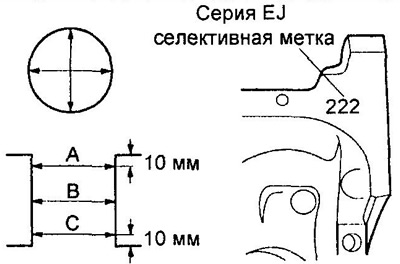
Уверете се, че разликата между максималния и минималния диаметър на всеки от цилиндрите не надвишава:
- Серия EJ - 0,200 мм
- Серия KZ - 0,020 mm
Номинален диаметър:
EJ серия:
- маркировка (1) - 72 000 - 76 010 мм
- маркировка (2) - 72,010 - 76,020 мм
- маркировка (3) - 72,030 - 76,040 mm
Серия KZ - 72.000 - 72.012 мм
5. Проверете овалността и конусността на цилиндрите.
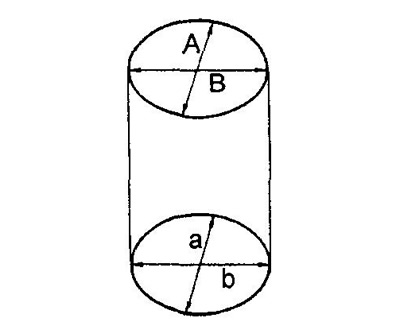
- 0,03 mm максимална овалност и конус