
A) Remove the remnants of gaskets from the working surfaces of the block with a scraper and a metal brush.
b) Solvent and soft brush finally clean the cylinder block.
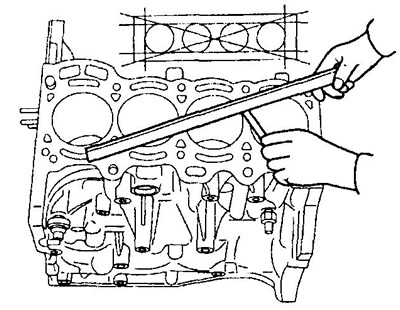
2. Check up a surface of a gas joint of the block of cylinders on a flatness by means of a precision ruler and a flat probe.
Maximum non-flatness:
- EJ series - 0.08 mm
- KZ series - 0.05 mm
If the flatness exceeds the maximum, replace the cylinder block.
3. Check up a mirror of cylinders on presence of vertical scratches.
If there are deep scratches, replace the cylinder block.
4. Check the diameter of the cylinders.
Measure the diameter of the cylinder at three levels with an indicator-caliper "A", "IN" And "WITH" transverse (1) and longitudinal (2) directions as shown in the figure.
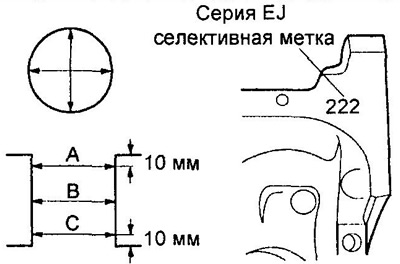
Make sure that the difference between the maximum and minimum diameters of each cylinder does not exceed:
- EJ series - 0.200 mm
- KZ series - 0.020 mm
Nominal diameter:
EJ series:
- label (1) - 72.000 - 76.010 mm
- label (2) - 72.010 - 76.020 mm
- label (3) - 72.030 - 76.040 mm
KZ series - 72.000 - 72.012 mm
5. Check the ovality and taper of the cylinders.
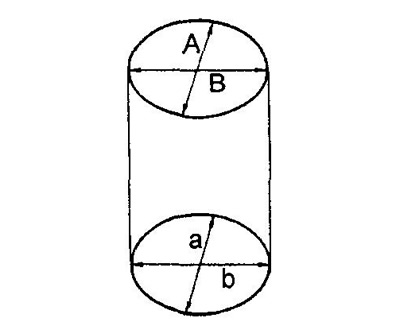
- Maximum ovality and taper - 0.03 mm