2. Uklonite mlaznice ulja.
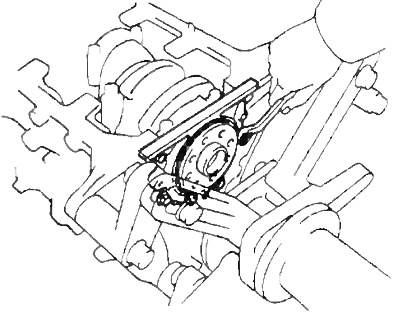
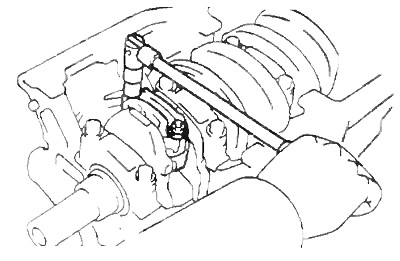
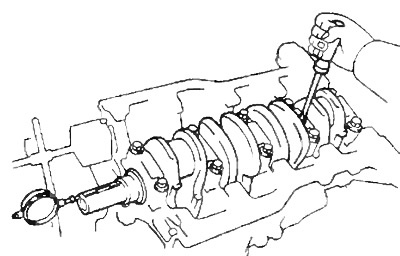
3. Provjerite vrijednost aksijalnog zazora ležaja klipnjače pomoću pokazivača sata, pomičući klipnjaču naprijed-nazad duž rukavca klipnjače koljenastog vratila.
Standardni aksijalni zazor:
- 3S-FE, 4S-FE - 0,16 - 0,312 mm
- ZS-T - 0,08 - 0,300 mm
Maksimalni aksijalni zazor:
- 3S-FE, 4S-FE - 0,35 mm
- ZS-T - 0,40 mm
Ako je krajnji zazor veći od maksimalnog, zamijenite sklop klipnjače. Zamijenite radilicu ako je potrebno.
4. Uklonite poklopac klipnjače i provjerite radijalni zazor ležaja klipnjače.
A) Provjerite poravnanje oznaka na klipnjači i poklopcu klipnjače kako biste osigurali ispravno ponovno sastavljanje.
Ako nema oznaka, nanesite ih na poklopce i klipnjače s jezgrom.
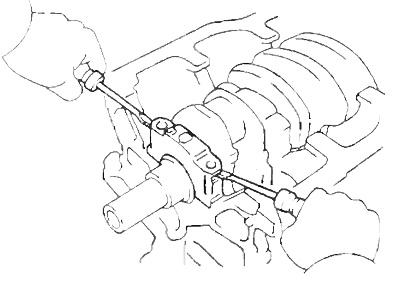
b) Otpustite dvije matice donjeg poklopca klipnjače.
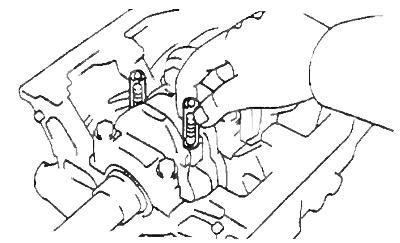
V) Lagano udarite po vijcima klipnjače čekićem s plastičnom glavom kako biste oslobodili donji poklopac klipnjače.
Napomena: donja polovica čahure mora ostati u kapici klipnjače.
G) Stavite komade crijeva na stršeće krajeve vijaka kako biste spriječili oštećenje površine rukavca klipnjače.
d) Očistite osovinicu i ležajeve.
e) Provjerite ima li na rukavcu klipnjače i ležajnim površinama rupa i ogrebotina. Ako postoje ogrebotine ili ogrebotine, zamijenite ležajeve. Ponovno izbrusite rukavce ili zamijenite radilicu ako je potrebno.
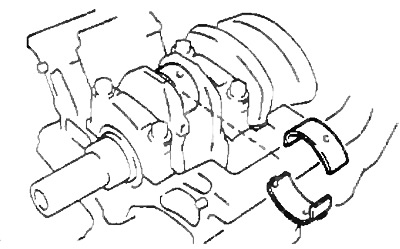
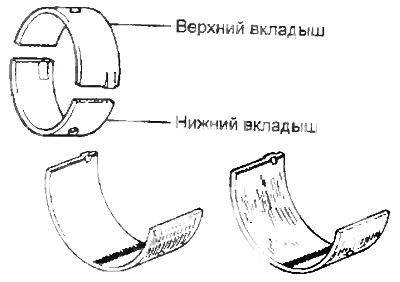
Napomena: Nemojte brkati gornje i donje školjke ležaja.
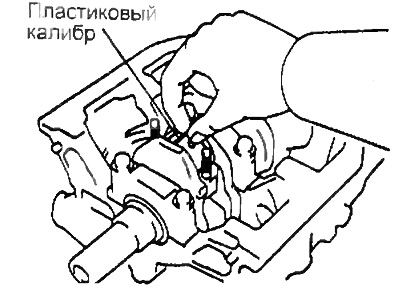
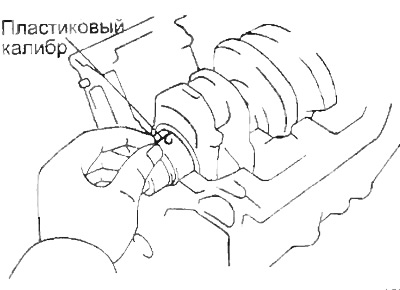
i) Ugradite plastični mjerač za mjerenje zazora u kliznim ležajevima preko osovinice.
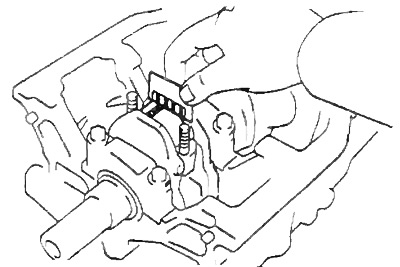
h) Ugradite donji poklopac klipnjače poravnavanjem oznaka podudaranja.
Zakretni moment:
3S-FE, 4S-FE:
- 1. stupanj - 25 Nm
- 2. stupanj - zategnite za 90°
4S-FE - 54 Nm
ZS-T - 66 Nm
Bilješka:
- Ne okrećite radilicu.
- Prije postavljanja nanesite malo ulja na navoje vijaka i ispod matica.
I) Uklonite donji poklopac klipnjače tako da odvrnete matice.
Do) Izmjerite maksimalnu širinu spljoštene žice i pomoću nje odredite veličinu razmaka ležaja klipnjače.
Zazor klipnjače ležaja:
3S-FE
- nazivni - 0,024 - 0,055 mm
- popravak (0,25 - 0,025 - 0,089 mm
- maksimalno - 0,08 mm
4S-FE:
- nazivni - 0,024 - 0,055 mm
- popravak (0,25 - 0,023 - 0,069 mm
- maksimalno - 0,08 mm
ZS-T:
- nazivni - 0,042 - 0,066 mm
- popravak (0,25) - 0,043 - 0,089 mm
- maksimalno - 0,10 mm
Ako je zazor veći od maksimalnog, zamijenite ležajeve. Ponovno izbrusite ili zamijenite radilicu ako je potrebno.
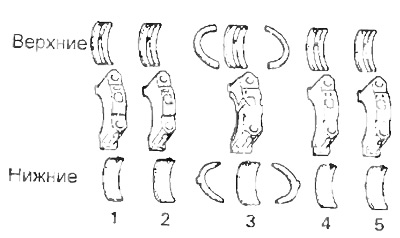
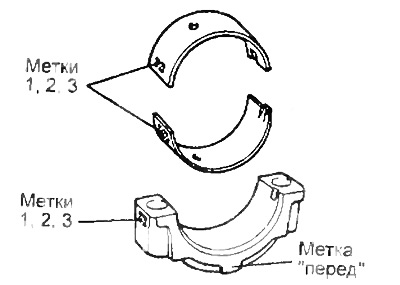
Napomena: prilikom zamjene ležajeva nazivne veličine potrebno je koristiti ležajeve iste veličine skupine koja je navedena na poklopcu ležaja.
Postoje određene skupine veličina obloga "7" "2" "3" za 3S-FE, 4S-FE i "1", "2", "3", "4", "5" za ZS-T motor.
Istodobno, izbočina (označiti «prije») na poklopcu klipnjače mora biti okrenut prema prednjem dijelu motora (u smjeru suprotnom od priključka snage).
Nazivne dimenzije košuljica prema njihovoj debljini:
3S-E:
- označiti "1" - 1,484 - 1,488 mm
- označiti "2" - 1,488 - 1,492 mm
- označiti "3" - 1,492 -1,496 mm
4S-E:
- označiti "1" - 1,484 - 1,488 mm
- označiti "2" - 1,488 - 1,492 mm
- označiti "3" - 1,492 - 1,496 mm
ZS-T:
- označiti "4" - 1,485- 1,489 mm
- označiti "5" - 1,489 - 1,493 mm
Reparaturne dimenzije košuljica - 1.600- 1.610 mm
l) Uklonite ostatke kalibracijske žice s radnih površina grla i košuljice.
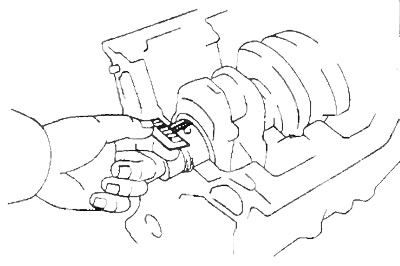
5. Uklonite sklop klipa i klipnjače.
A) Upotrijebite razvrtač za uklanjanje naslaga ugljika s vrha cilindra kao što je prikazano na slici.
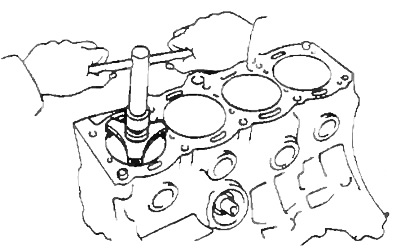
b) Pokrijte vijke klipnjače komadima crijeva kako biste zaštitili radilicu od oštećenja.
V) Uklonite sklop klipa s klipnjačom i gornjom školjkom ležaja kroz vrh bloka cilindra.
Bilješka:
- Držite ležajeve, klipnjaču i poklopac zajedno.
- Rasporedite klipove u skupu sa šipkama i odvojenim listovima određenim redoslijedom.
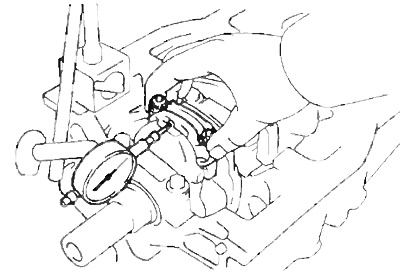
6. Pomoću indikatora izmjerite aksijalni zazor koljenastog vratila pomicanjem potonjeg "natrag naprijed" s odvijačem.
Standardni aksijalni zazor:
- 3S-FE, 4S-FE - 0,020 - 0,022 mm
- ZS-T - 0,040 - 0,240 mm
Maksimalni aksijalni razmak - 0,30 mm
Ako je aksijalni zazor veći od maksimalno dopuštenog, zamijenite potisne podloške.
Debljina potisnih poluprstenova:
3S-FE, 4S-FE - 2,44 - 2,49 mm
ZS-T:
- nazivni - 2.680 - 2.730 mm
- popravak (0,125) - 2,743 - 2,793 mm
- popravak (0,250) - 2,805 - 2,855 mm
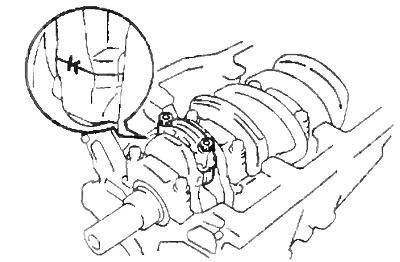
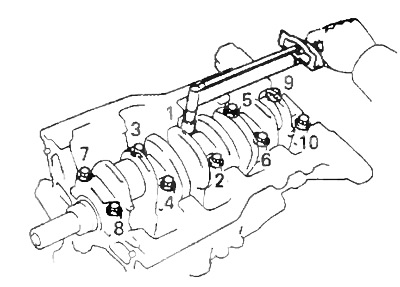
7. Uklonite poklopce glavnih ležajeva i provjerite radijalne zazore ulja.
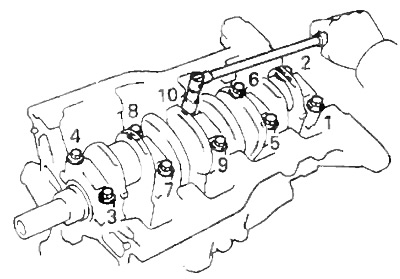
A) Ravnomjerno otpustite i uklonite vijke poklopca glavnog ležaja u nekoliko prolaza kao što je prikazano.
b) Zakrećući odvrnute vijke u rupama kapica glavnih ležajeva, odvojite i uklonite kapice zajedno s donjim školjkama i donjim potisnim poluprstenovima (potonji se ugrađuju samo u područje glavnog ležaja br. 3).
Bilješka:
- Držite kapice glavnih ležajeva zajedno s donjim ležajevima.
- Postavite poklopce glavnih ležajeva i potisne podloške pravilnim redoslijedom.
V) Podignite radilicu.
Napomena: Ostavite gornje ljuske ležaja i gornje potisne podloške u bloku cilindra.
G) Očistite svaki glavni rukavac i ležajeve.
d) Provjerite ima li na površini svakog glavnog rukavca i ležajeva rupa i ogrebotina.
Ako su vrat ili umetak oštećeni, zamijenite umetke. Ponovno izbrusite ili zamijenite radilicu ako je potrebno.
e) Položite koljenasto vratilo u blok cilindara.
i) Postavite plastični mjerač zazora ležaja na svaki rukavac.
h) Postavite poklopce radikalnih ležajeva i zategnite vijke redoslijedom prikazanim na crtežu.
Zakretni moment:
- 3S-FE, 4S-FE - 59 Nm
- ZS-T - 103 Nm
Napomena: Ne okrećite radilicu.
I) Uklonite kapice glavnih ležajeva s donjim školjkama i potisnim podloškama (potonji se ugrađuju samo u područje glavnog ležaja br. 3).
Do) Izmjerite najveću širinu spljoštene žice za određivanje radijalnog zazora.
Zazor glavnog ležaja:
3S-FE, 4S-FE:
ležaj #3
- standard - 0,025 - 0,044 mm
- popravak (0,25) - 0,027 - 0,067 mm
odmor
- standard - 0,015 - 0,034 mm
- popravak (0,25) - 0,019 - 0,059 mm
maksimalni razmak: 0,080 mm
ZS-T:
- nazivni - 0,034 - 0,065 mm
- maksimalno - 0,100 mm
Ako je zazor veći od maksimalnog, zamijenite ležajeve.
Ponovno izbrusite ili zamijenite radilicu ako je potrebno.
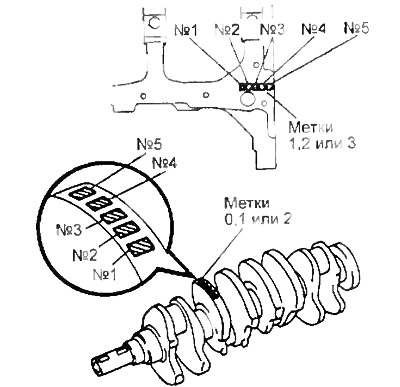
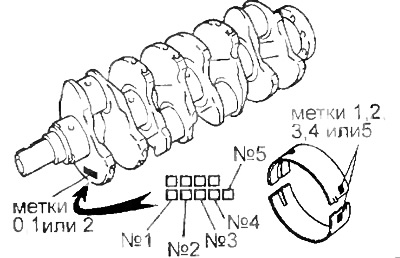
Napomena: Prilikom zamjene umetaka nazivne veličine moraju se koristiti umetci iste skupine veličina. Ako se broj grupe veličine ležaja ne može odrediti, odaberite ispravan ležaj iz tablice dodavanjem broja grupe veličine bloka cilindra broju veličine grupe radilice. Postoji pet standardnih grupa veličina za slušalice, označene "1", "2"', "3", "4" i "5" odnosno.
3S-FE, 4S-FE
3C-T
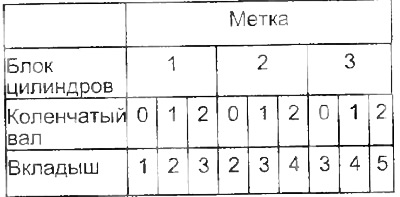
Primjer: Etiketa "2" na bloku cilindra + oznaka "1" na koljenastom vratilu = zbroj "3" (potreban umetak #3).
Promjer kreveta glavnog ležaja bloka cilindra:
3S-FE:
- označiti "1" - 59.020 - 59.026 mm
- označiti "2" - 59,026 - 59,032 mm
- označiti "3" - 59,032 - 59,038 mm
- popravak (0,25) - 59.020 - 59.038 mm
ZS-T:
- označiti "1" - 61.000 -61.008 mm oznaka
- označiti "2" - 61,008 - 61,016 mm oznaka
- označiti "3" - 61,016-61,024 mm
- popravak (0,25) — 61.000 - 61.024 mm
Promjer rukavca radilice:
3S-FE:
- označiti "0" - 54.998 - 55.003 mm
- označiti "1" - 54.993 - 54.998 mm
- označiti "2" - 54.988 - 54.993 mm
- popravak (0,25) - 54,745 - 54,755 mm
ZS-T
- bilo koja oznaka - 56.985 - 57.000 mm
- popravak (0,25) - 56,745 - 56,755 mm
Debljina stijenke košuljice (u središnjem dijelu): 3S-FE:
Umetak #3
- označiti "1" - 1,992- 1,995 mm
- označiti "2" - 1,995 -1,998 mm
- označiti "3" - 1.998 - 2.001 mm
- označiti "4" — 2.001 - 2.004 mm
- označiti "5" - 2.004 - 2.007 mm
- popravak (0,25) - 2,113 -2,119 mm
Odmor
- označiti "1" — 1.997 - 2.000 mm
- označiti "2" — 2.000 - 2.003 mm
- označiti "3" - 2.003 - 2.006 mm
- označiti "4" - 2,006 - 2,009 mm
- označiti "5" - 2.009 - 2.012 mm
- popravak (0,25) - 2,117-2,123 mm
ZS-T:
- označiti "1" - 1,979-1,963 mm
- označiti "2" - 1,963 -1,987 mm
- označiti "3" - 1,987- 1,991 mm
- popravak (0,25) - 2.100 - 2.106 mm
l) Uklonite plastične mjerače.
8. Uklonite radilicu.
A) Podignite radilicu.
b) Uklonite gornje školjke glavnih ležajeva i gornje potisne podloške s bloka cilindra.
Napomena: Ugradite glavne ležajeve i potisne podloške pravilnim redoslijedom.