2. Remove the oil jets.
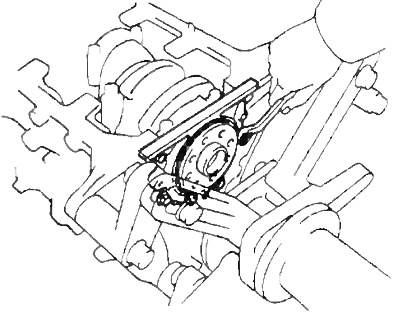
3. Check the value of the axial clearance of the connecting rod bearing with a clock indicator, moving the connecting rod back and forth along the connecting rod journal of the crankshaft.
Standard axial clearance:
- 3S-FE, 4S-FE - 0.16 - 0.312 mm
- ZS-T - 0.08 - 0.300 mm
Maximum axial clearance:
- 3S-FE, 4S-FE - 0.35mm
- ZS-T - 0.40 mm
If the end play is greater than the maximum, replace the connecting rod assembly. Replace crankshaft if necessary.
4. Remove the connecting rod cover and check the radial clearance of the connecting rod bearing.
A) Check alignment of marks on connecting rod and connecting rod cap to ensure correct reassembly.
If there are no marks, apply them to the caps and connecting rods with a core.
b) Loosen the two connecting rod lower cover nuts.
V) Lightly tap the connecting rod bolts with a plastic-headed hammer to release the lower connecting rod cap.
Note: The bottom half of the bushing must remain in the connecting rod cap.
G) Put pieces of hose on the protruding ends of the bolts to prevent damage to the surface of the connecting rod journal.
d) Clean the crankpin and bearings.
e) Check the connecting rod journal and bearing surfaces for pitting and scratches. If there are scratches or scratches, replace the bearings. Regrind journals or replace crankshaft if necessary.
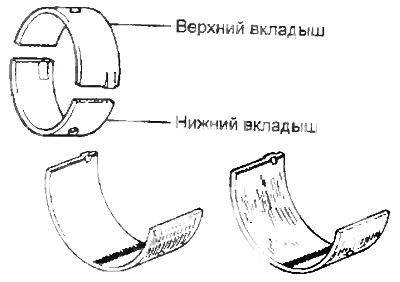
Note: Do not confuse the upper and lower bearing shells.
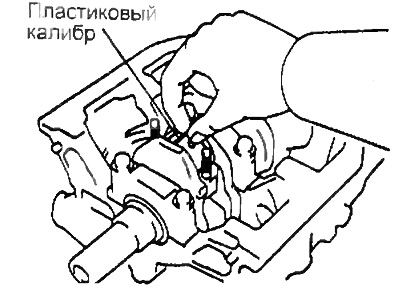
and) Install a plastic gauge to measure the clearances in the plain bearings across the crankpin.
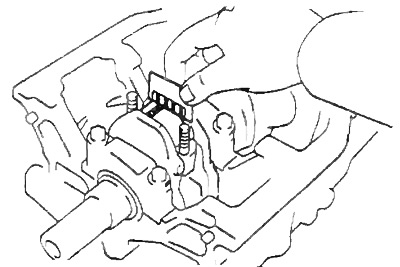
h) Install the connecting rod lower cover by aligning the match marks.
Torque:
3S-FE, 4S-FE:
- 1st stage - 25 Nm
- 2nd stage - tighten by 90°
4S-FE - 54 Nm
ZS-T - 66 Nm
Note:
- Do not rotate the crankshaft.
- Apply some oil to the threads of the bolts and under the nuts before installing them.
And) Remove the connecting rod lower cover by unscrewing the nuts.
To) Measure the maximum width of the flattened gauge wire, using it to determine the size of the connecting rod bearing gap.
Conrod bearing clearance:
3S-FE
- nominal - 0.024 - 0.055 mm
- repair (0.25 - 0.025 - 0.089 mm
- maximum - 0.08 mm
4S-FE:
- nominal - 0.024 - 0.055 mm
- repair (0.25 - 0.023 - 0.069 mm
- maximum - 0.08 mm
ZS-T:
- nominal - 0.042 - 0.066 mm
- repair (0,25) - 0.043 - 0.089 mm
- maximum - 0.10 mm
If the clearance is greater than the maximum, replace the bearings. Regrind or replace crankshaft if necessary.
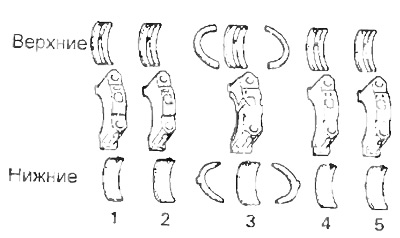
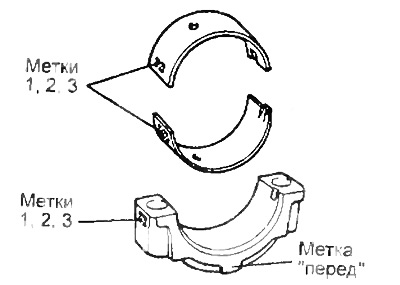
Note: when replacing bearings of nominal size, it is necessary to use bearings of the same size group indicated on the bearing cap.
There are size groups of liners, designated "7" "2" "3" for 3S-FE, 4S-FE and "1", "2", "3", "4", "5" for the ZS-T engine.
At the same time, the protrusion (label «before») on the connecting rod cap must point towards the front of the engine (in the direction opposite to the power take-off).
The nominal dimensions of the liners according to their thickness:
3S-E:
- label "1" - 1.484 - 1.488 mm
- label "2" - 1.488 - 1.492 mm
- label "3" - 1.492 -1.496 mm
4S-E:
- label "1" - 1.484 - 1.488 mm
- label "2" - 1.488 - 1.492 mm
- label "3" - 1.492 - 1.496 mm
ZS-T:
- label "4" - 1.485- 1.489 mm
- label "5" - 1.489 - 1.493 mm
Repair dimensions of liners - 1,600- 1,610 mm
l) Remove the remnants of the calibration wire from the working surfaces of the neck and liner.
5. Remove the piston and connecting rod assembly.
A) Use a reamer to remove carbon deposits from the top of the cylinder as shown in the figure.
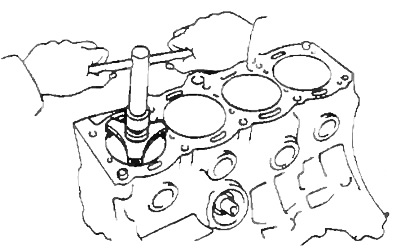
b) Cover the connecting rod bolts with pieces of hose to protect the crankshaft from damage.
V) Remove the piston assembly with connecting rod and upper bearing shell through the top of the cylinder block.
Note:
- Keep bearings, connecting rod and cap together.
- Arrange pistons in gathering with rods and loose leaves in a certain order.
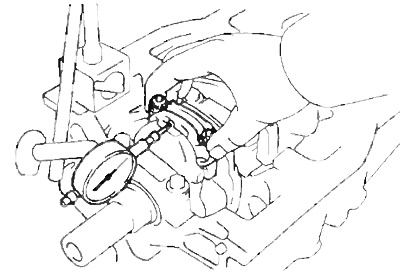
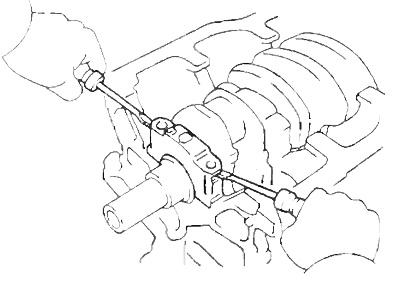
6. Using an indicator, measure the axial clearance of the crankshaft by moving the latter "back forward" with a screwdriver.
Standard axial clearance:
- 3S-FE, 4S-FE - 0.020 - 0.022 mm
- ZS-T - 0.040 - 0.240 mm
Maximum axial clearance - 0.30 mm
If the axial clearance is greater than the maximum allowable, replace the thrust washers.
Thickness of thrust half rings:
3S-FE, 4S-FE - 2.44 - 2.49 mm
ZS-T:
- nominal - 2.680 - 2.730 mm
- repair (0,125) - 2.743 - 2.793 mm
- repair (0,250) - 2.805 - 2.855 mm
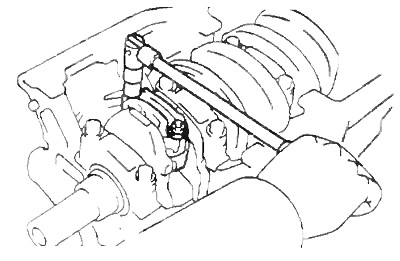
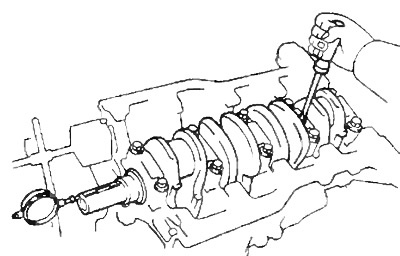
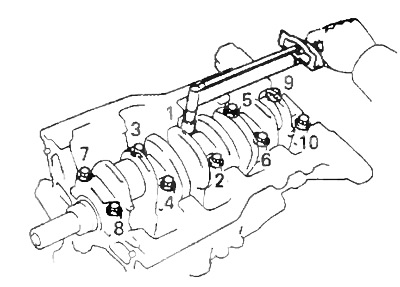
7. Remove the main bearing caps and check the radial oil clearances.
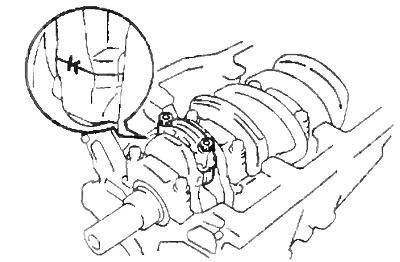
A) Evenly loosen and remove the main bearing cap bolts in several passes as shown.
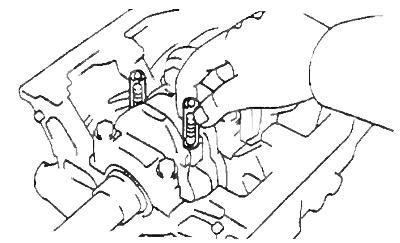
b) Swinging the unscrewed bolts in the holes of the main bearing caps, separate and remove the caps together with the lower shells and lower thrust half rings (the latter are installed only in the main bearing area No. 3).
Note:
- Keep the main bearing caps together with the lower bearings.
- Position the main bearing caps and thrust washers in the correct order.
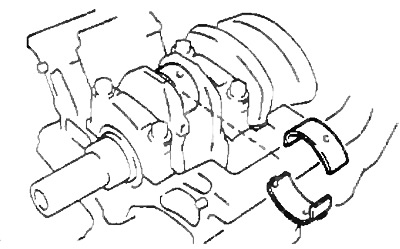
V) Raise the crankshaft.
Note: Leave the upper bearing shells and upper thrust washers in the cylinder block.
G) Clean each main journal and bearings.
d) Check the surface of each main journal and bearings for pitting and scratches.
If the neck or insert is damaged, replace the inserts. Regrind or replace crankshaft if necessary.
e) Lay a cranked shaft in the block of cylinders.
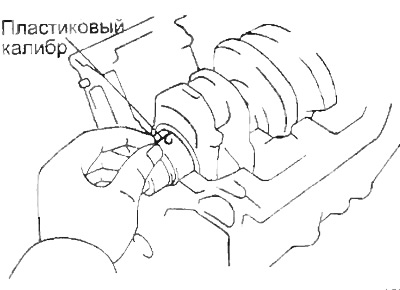
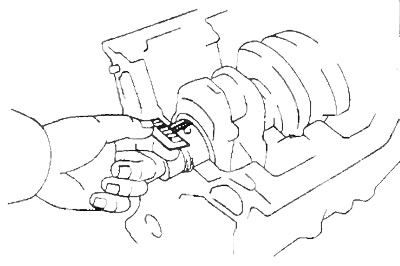
and) Place a plastic bearing clearance gauge on each journal.
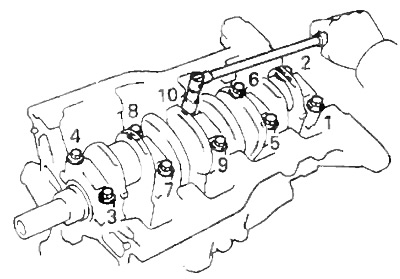
h) Establish covers of radical bearings and tighten bolts in the sequence shown in drawing.
Torque:
- 3S-FE, 4S-FE - 59 Nm
- ZS-T - 103 Nm
Note: Do not rotate the crankshaft.
And) Remove the main bearing caps with lower shells and thrust washers (the latter are installed only in the main bearing area No. 3).
To) Measure the maximum width of the flattened gauge wire to determine the radial clearance.
Main bearing clearance:
3S-FE, 4S-FE:
bearing #3
- standard - 0.025 - 0.044 mm
- repair (0,25) - 0.027 - 0.067 mm
rest
- standard - 0.015 - 0.034 mm
- repair (0,25) - 0.019 - 0.059 mm
maximum clearance: 0.080mm
ZS-T:
- nominal - 0.034 - 0.065 mm
- maximum - 0.100 mm
If the clearance is greater than maximum, replace the bearings.
Regrind or replace crankshaft if necessary.
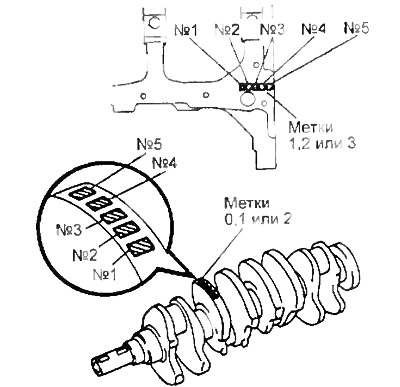
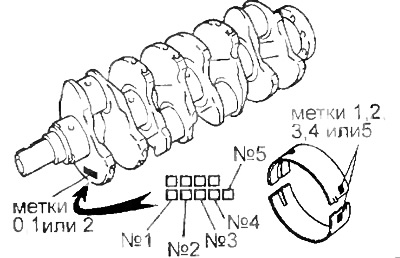
Note: When replacing nominal size inserts, inserts of the same size group must be used. If the bearing size group number cannot be determined, select the correct bearing from the table by adding the cylinder block size group number to the crankshaft size group number. There are five standard size groups for earbuds, labeled "1", "2"', "3", "4" And "5" respectively.
3S-FE, 4S-FE
3C-T
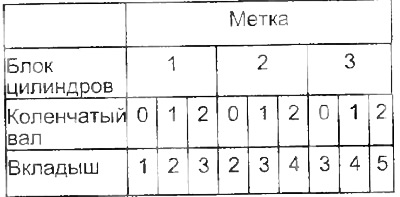
Example: Label "2" on the cylinder block + mark "1" on crankshaft = sum "3" (required insert #3).
Diameter of the bed of the main bearing of the cylinder block:
3S-FE:
- label "1" - 59.020 - 59.026 mm
- label "2" - 59.026 - 59.032 mm
- label "3" - 59.032 - 59.038 mm
- repair (0,25) - 59.020 - 59.038 mm
ZS-T:
- label "1" - 61.000 -61.008 mm mark
- label "2" - 61.008 - 61.016 mm mark
- label "3" - 61.016-61.024 mm
- repair (0,25) — 61.000 - 61.024 mm
Crankshaft journal diameter:
3S-FE:
- label "0" - 54.998 - 55.003 mm
- label "1" - 54.993 - 54.998 mm
- label "2" - 54.988 - 54.993 mm
- repair (0,25) - 54.745 - 54,755 mm
ZS-T
- any mark - 56.985 - 57.000 mm
- repair (0,25) - 56.745 - 56.755 mm
Liner wall thickness (in the central part): 3S-FE:
Insert #3
- label "1" - 1.992- 1.995 mm
- label "2" - 1.995 -1.998 mm
- label "3" - 1.998 - 2.001 mm
- label "4" — 2.001 - 2.004 mm
- label "5" - 2.004 - 2.007 mm
- repair (0,25) - 2.113 -2.119 mm
Rest
- label "1" — 1.997 - 2.000 mm
- label "2" — 2.000 - 2.003 mm
- label "3" - 2.003 - 2.006 mm
- label "4" - 2.006 - 2.009 mm
- label "5" - 2.009 - 2.012 mm
- repair (0,25) - 2.117-2.123 mm
ZS-T:
- label "1" - 1.979-1.963 mm
- label "2" - 1.963 -1.987 mm
- label "3" - 1.987- 1.991 mm
- repair (0,25) - 2.100 - 2.106 mm
l) Remove the plastic gauges.
8. Remove the crankshaft.
A) Raise the crankshaft.
b) Remove the upper main bearing shells and upper thrust washers from the cylinder block.
Note: Install the main bearings and thrust washers in the correct order.