
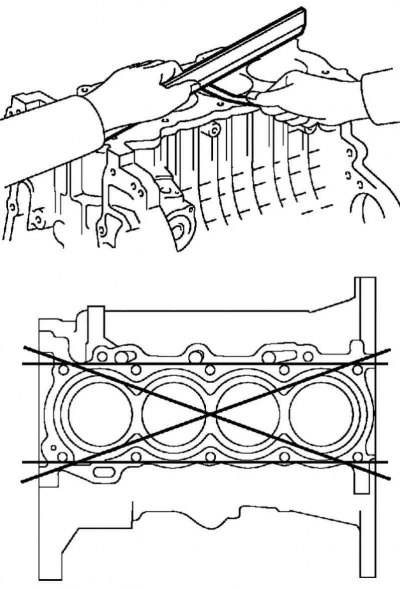
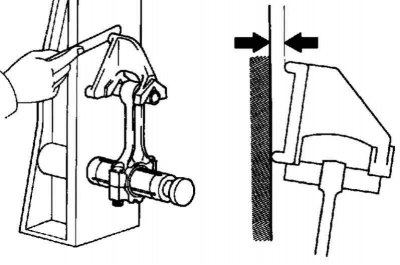
Фиг. 2,282. Проверка на цилиндровия блок за деформация
С помощта на прецизна права линия и щуцер измерете изкривяването на повърхностите, съвпадащи с уплътнението на главата на цилиндъра (фиг. 2.282).
Максимално допустимата стойност на изкривяване: 0,05 мм.
Ако деформацията надвишава максимално допустимата стойност, сменете блока на цилиндъра.
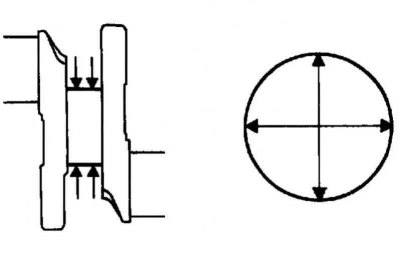
Проверка на диаметрите на цилиндъра
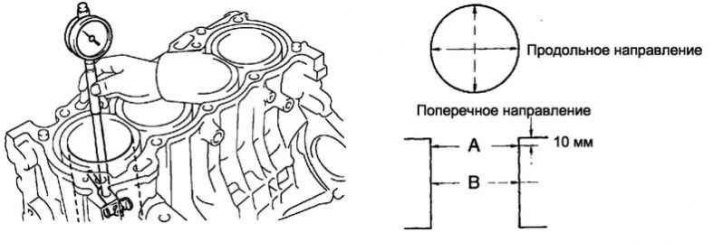
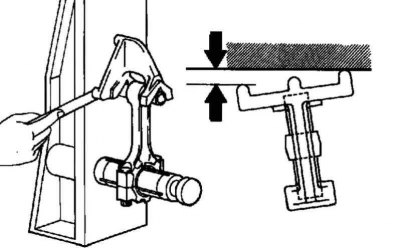
Фиг. 2,283. Схема за измерване на диаметъра на цилиндър
С помощта на шублер измерете диаметрите на цилиндрите в равнини А и В в надлъжна и напречна посока (фиг. 2.283).
- Номинален диаметър: 79 000 - 79 013 mm
- Максимален допустим диаметър: 79,133 мм
Ако осредненият за четири измерения диаметър надвишава максимално допустимата стойност, сменете блока на цилиндъра.
Проверка на буталния модул с буталния щифт
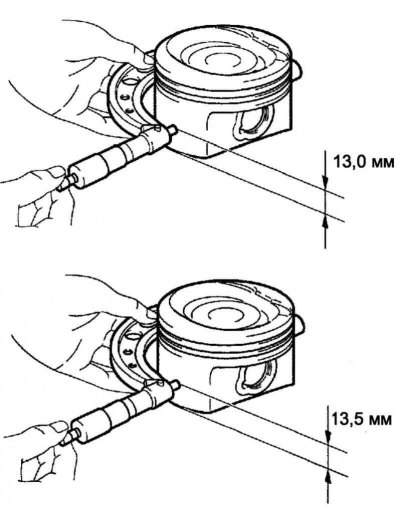
Фиг. 2,284. Проверка на сглобката на буталото с буталния щифт
За двигател 1ZZ-FE:
Измерете диаметъра на буталото с микрометър.
Поставете микрометъра така, че да е на разстояние 13,0 mm от ръба на полата на буталото и под прав ъгъл (90 °) спрямо оста на отворите на буталния щифт, както е показано на фигура 2.284a.
Диаметър на буталото: 78.955–78.965 mm.
Ако диаметърът не е правилен, сменете буталото.
За двигател 3ZZ-FE:
Измерете диаметъра на буталото с микрометър.
Поставете микрометъра така, че да е на разстояние 13,5 mm от ръба на полата на буталото и под прав ъгъл (90 °) спрямо оста на отворите на буталния щифт, както е показано на фигура 2.284b.
Диаметър на буталото: 78.960–78.975 mm.
Ако диаметърът не е правилен, сменете буталото.
Проверка на масления луфт на буталото
Извадете измерения диаметър на буталото от диаметъра на цилиндъра.
- Номинален клирънс на маслото: 0,073 - 0,096 mm
- Максимално допустим луфт: 0,10 mm
Ако луфтът на маслото надвишава максимално допустимата стойност, буталото трябва да се смени.
Ако е необходимо, сменете блока на цилиндъра.
Проверка на масления хлабина на буталния болт
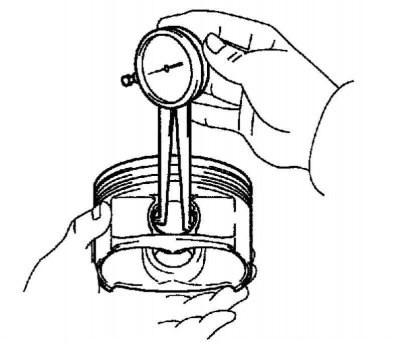
Фиг. 2,285. Измерване на диаметъра на отвора на буталния болт
С помощта на индикатор за дупки измерете диаметъра на отвора за буталния щифт (фиг. 2.285).
Диаметър на отвора на буталния болт: 20,006–20,015 mm.
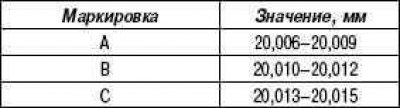
Ако диаметърът не е правилен, сменете блока на буталото.
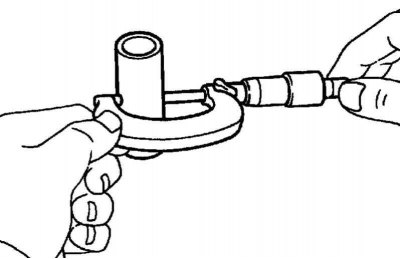
Фиг. 2,286. Измерване на външен диаметър на буталния болт
Микрометър измерва външния диаметър на буталния щифт (фиг. 2.286).
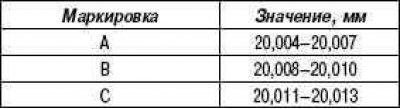
Външен диаметър на буталния болт: 20.004–20.013 mm.
Ако диаметърът не е правилен, сменете блока на буталото.
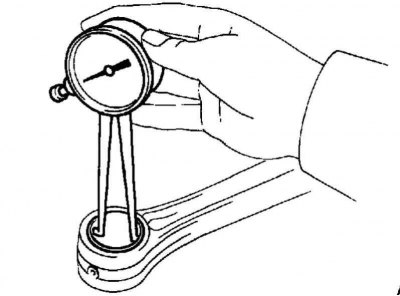
Фиг. 2,287. Измерване на диаметъра на отвора на малкия край на свързващия прът
С помощта на индикатор за дупки измерете диаметъра на отвора в малката глава на свързващия прът (фиг. 2.287).
Диаметър на отвора с малък край на свързващия прът: 20.012 - 20.021 mm.
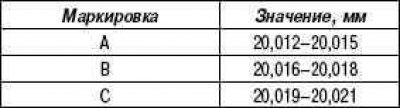
Ако диаметърът не е правилен, сменете модула на свързващия прът.
Извадете измерения външния диаметър на буталния болт от диаметъра на отвора на буталния болт.
- Номинален клирънс на маслото: 0,001 до 0,017 mm.
- Максимално допустим луфт: 0,017 mm
Ако луфтът на маслото надвишава максимално допустимата стойност, сменете свързващия прът.
Ако е необходимо, сменете буталния щифт.
Извадете измерения външния диаметър на буталния болт от диаметъра на отвора на буталния болт.
- Номинален клирънс на маслото: 0,005 - 0,011 mm
- Максимално допустим луфт: 0,011 mm
Ако луфтът на маслото надвишава максимално допустимата стойност, сменете свързващия прът.
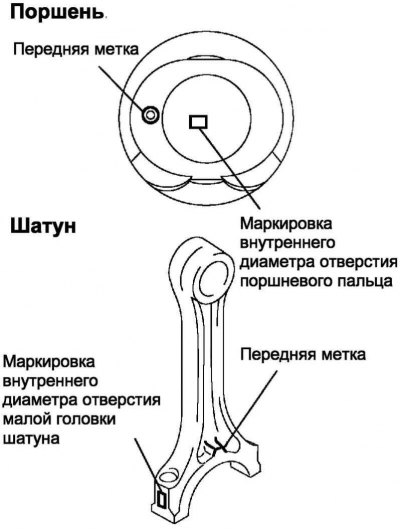
Фиг. 2.288. Маркировка за диаметъра на буталото и биел
Ако е необходимо, сменете прът и бутален щифт (фиг. 2.288).
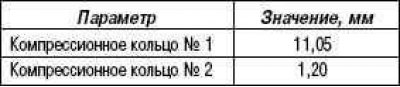
Проверка на празнината между крайната повърхност на буталния пръстен и канала на буталото
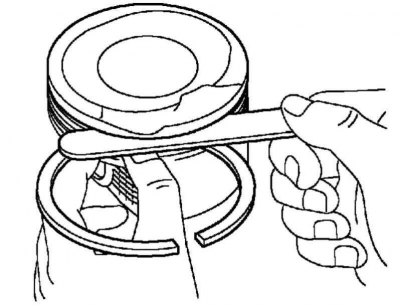
Фиг. 2.289. Измерване на пролуката между крайната повърхност на нов бутален пръстен и стената на жлеба на буталото
Използвайте манометър, за да измерите разстоянието между края на новия бутален пръстен и стената на канала на буталото (фиг. 2.289).
Пролука между повърхността на буталния пръстен и канала на буталото
Ако хлабината не е в рамките на спецификацията, сменете буталния модул.
Проверка на хлабината в ключалката на буталния пръстен
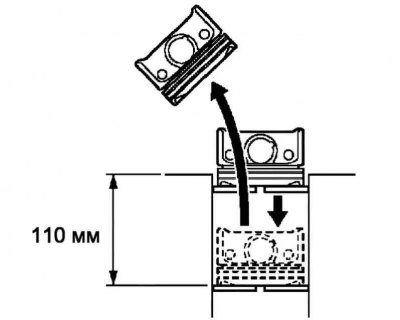
Фиг. 2,290. Натискане на буталния пръстен в цилиндър
Буталото избутва буталния пръстен в цилиндъра, малко след достигане на долната точка на хода на пръстена, на разстояние 110 mm от горната равнина на цилиндровия блок (фиг. 2.290).
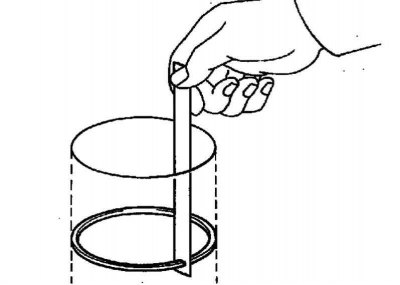
Фиг. 2.291. Измерване на пролуката в ключалката на пръстена
Измерете пролуката в ключалката на пръстена със сонда (фиг. 2.291).
Ако хлабината в ключалката на буталния пръстен надвишава максимално допустимата стойност, сменете буталния пръстен.
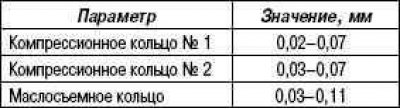
Номинална хлабина на буталните пръстени
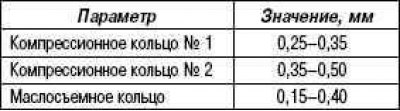
Максимално допустима междина в ключалката
Ако хлабината в ключалката на буталния пръстен надвишава максимално допустимата стойност, дори и с нов бутален пръстен, сменете блока на цилиндъра.
Проверка на свързващия прът
Фиг. 2,292. Проверка на кривината на свързващия прът
С помощта на устройство за проверка на кривината на свързващия прът и набор от плоски сонди измерете кривината на свързващия прът (фиг. 2.292).
- Максимално разрешено изкривяване: 0,05 mm на 100 mm.
Ако огъването на свързващия прът надвиши максимално допустимата стойност, свързващият прът трябва да бъде сменен.
Фиг. 2,293. Проверка на усукването на свързващия прът
Проверете усукването на пръта (фиг. 2.293).
- Максимално разрешено усукване: 0,05 мм на 100 мм
Ако усукването на свързващия прът надвишава максимално допустимата стойност, сменете свързващия прът.
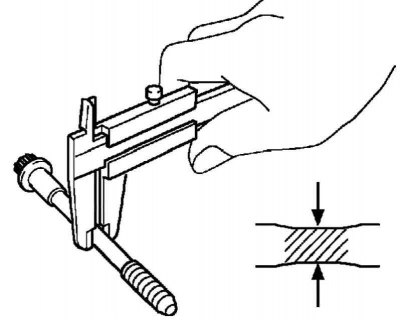
Проверка на болтовете на свързващия прът
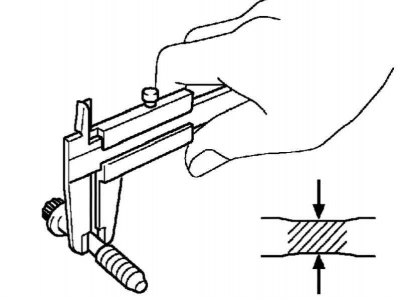
Фиг. 2,294. Измерване на биел
Измерете диаметъра на удължената част на болтовете с шублер (фиг. 2.294).
- Номинален диаметър: 6,6-6,7 mm
- Минимален допустим диаметър: 6,4 мм
Ако диаметърът е по-малък от минималната допустима стойност, болтът трябва да се смени.
Проверка на коляновия вал
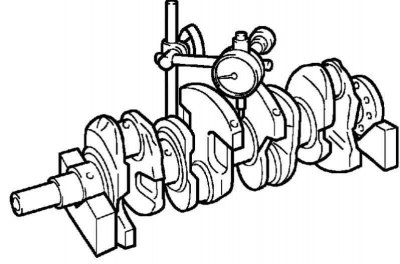
Фиг. 2,295. Измерване на радиалното биене на коляновия вал
Поставете колянов вал върху призми и с помощта на индикатора на часовия тип измерете радиално палпиране, както е показано на чертеж 2.295.
- Максимално допустимо радиално биене: 0,03 mm
Ако радиалното биене надвишава максимално допустимата стойност, коляновият вал трябва да се смени.
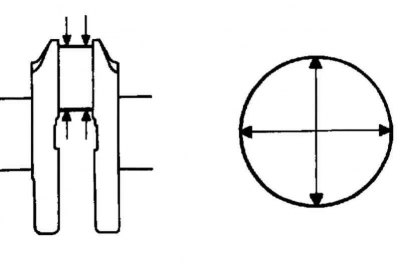
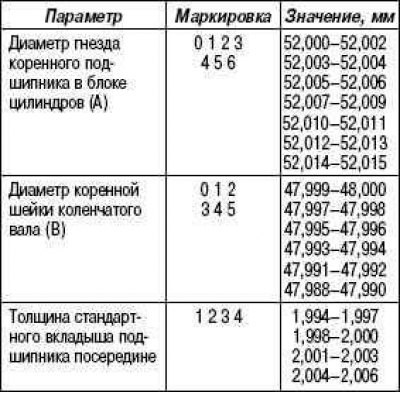
Фиг. 2,296. Схема за измерване на главните шейки на коляновия вал
С микрометър измерете диаметъра на всички основни шейни в точките, посочени на фигура 2.296.
- Диаметър: 47.988 - 48.000 mm
Ако диаметърът на шейната не е посочен, проверете хлабината на маслото на коляновия вал.
Проверете конусността и овалността на всички основни шейни, както е показано на фигура 2.296.
- Максимално допустима конусност и овалност: 0,02 mm
Ако конусността и овалността надвишават максимално допустимата стойност, коляновият вал трябва да се смени.
Фиг. 2,297. Диаграма за измерване на шейната на коляновия вал
С микрометър се измерва диаметърът на всички шейни на свързващия прът в точките, посочени на фигура 2.297.
- Диаметър: 43.992 - 44.000 mm
Ако диаметърът на шейната не е посочен, проверете хлабината на маслото на свързващия прът.
Проверете конусността и овалността на всички шейни на свързващия прът, както е показано на Фигура 2.298.
Максимално допустима конусност и овалност: 0,02 мм.
Ако конусността и овалността надвишават максимално допустимата стойност, коляновият вал трябва да се смени.
Проверка на болтовете на капачката на главния лагер на коляновия вал
Фиг. 2,298. Измерване на диаметъра на удължителя на болта
Измерете диаметъра на удължената част на болтовете с шублер (фиг. 2.298).
- Номинален диаметър: 7,3-7,5 mm
- Минимален допустим диаметър: 7,3 мм
Ако диаметърът е по-малък от минималния, сменете болта на капачката на главния лагер.
Проверка на хлабината на маслото на коляновия вал
Почистете всички основни шейни и черупки на главния лагер.
Забележка. Не въртете коляновия вал.
Монтирайте коляновия вал към блока на цилиндъра.
Поставете трошлив пластмасов габарит по протежение на всяка основна релса.
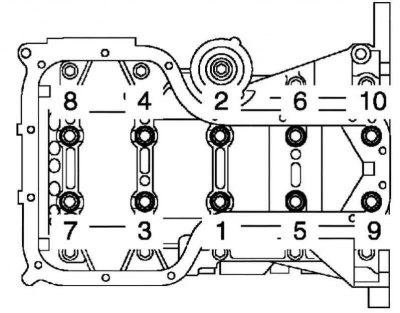
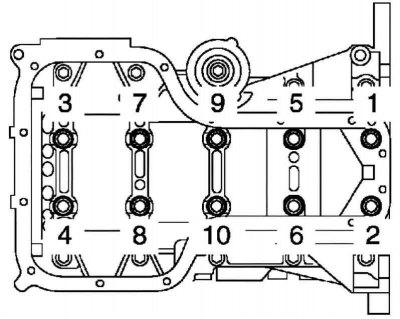
Фиг. 2,299. Последователността на затягане на болтовете на основния лагер
Използвайки SST, затегнете болтовете на няколко стъпки до предписания въртящ момент, като следвате последователността, показана на Фигура 2.299.
- Момент на затягане: 44 Nm
Маркирайте с боя предната страна на всеки от болтовете на капачката на главния лагер.
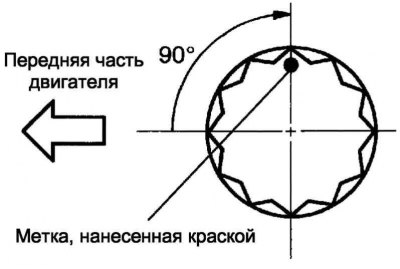
Фиг. 2300. Ъгъл на регулиране на болтовете на главния лагер
Затегнете болтовете на капака на 90°, както е показано на фигура 2.300.
Уверете се, че маркировките са завъртени на 90° спрямо първоначалното им положение.
Затегнете останалите 10 болта на капачката на главния лагер.
Момент на затягане: 19 Nm.
Свалете 10 болта.
Фиг. 2.301. Последователността на разхлабване на болтовете на основния лагер
На няколко стъпки разхлабете и развийте равномерно 10 болта на блока на лагерните капачки в последователността, показана на фигура 2.301.
Измерете сгъваемите пластмасови габарити в най-широката им точка.
- Номинален клирънс на маслото: 0,015 - 0,032 mm
- Максимално допустим луфт: 0,05 мм
Забележка. Отстранете напълно остатъците от смачкани пластмасови измервателни уреди.
Ако луфтът на маслото надвишава максимално допустимата стойност, сменете черупките на главния лагер.
Ако е необходимо, сменете коляновия вал.
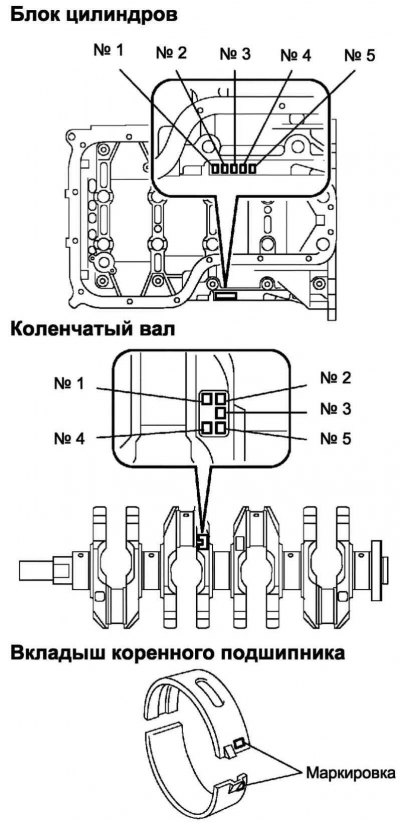
Фиг. 2.302. Таблица за избор на лайнер
Забележка. Новият корпус на лагера трябва да е в същата група размери като стария лагер. Номерът на групата размери е посочен на листовката. Ако номерът на лагера не може да бъде определен, групата с размери на лагера се избира съгласно таблицата по-долу след добавяне на числата, отпечатани върху блока на цилиндъра и на коляновия вал. Лагерните черупки се доставят в 4 стандартни размерни класа, маркирани съответно с числата "1", "2", "3" и "4" (фиг. 2.302).
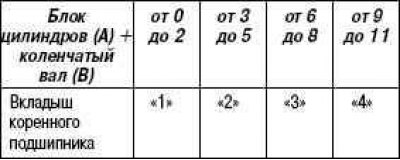
Пример: цилиндров блок "3" (A) + колянов вал "4" (B) = сума 7 (използвайте корпус на лагера "3").
Натискане на водещите щифтове
Фиг. 2.303. Натискане на направляващи щифтове
Използвайте пластмасов чук, за да натиснете 9 направляващи щифта в блока на цилиндъра (фиг. 2.303).
Номинална издатина
Монтаж на направляващи втулки
Фиг. 2.304. Схема на монтиране на водещи щифтове
Използвайте пластмасов чук, за да натиснете 5 нови направляващи втулки в блока на цилиндъра (фиг. 2.304).
Номинална издатина
Поставяне на шпилки
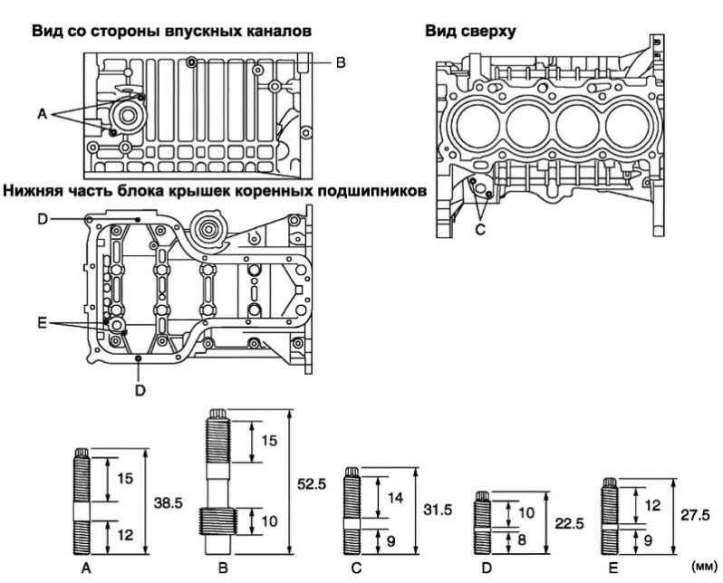
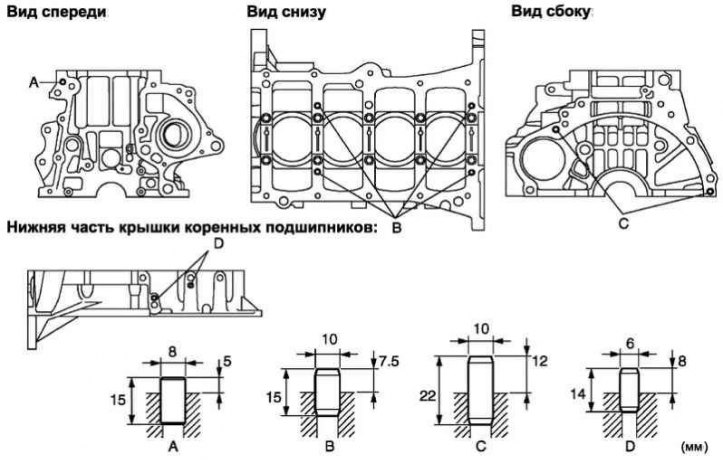
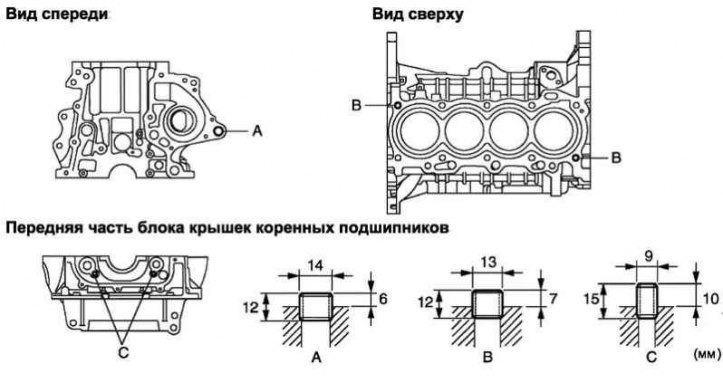
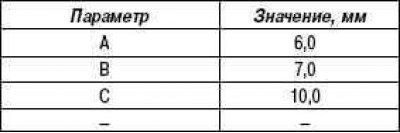
Фиг. 2,305. Схема за монтаж на шпилки
С помощта на гаечни ключове TORX E5 и E7 увийте 9 шпилки в блока на цилиндъра (фиг. 2.305).
Въртящ момент:
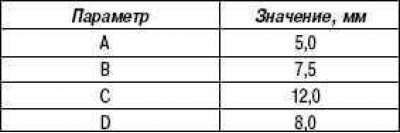
- 5,0 Nm за A;
- 11 Nm за B;
- 5,0 Nm за C;
- 5,0 Nm за D;
- 5,0 Nm за E.
Монтаж на буталния модул с буталния щифт
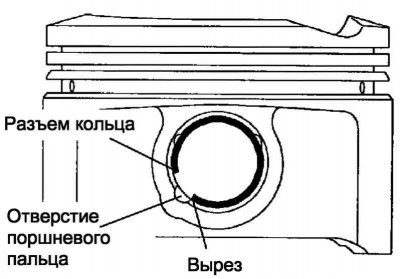
Фиг. 2.306. Схема за монтиране на нов задържащ пръстен
С помощта на малка отвертка поставете нов заключващ пръстен в един от отворите на буталото към пръста на буталото (фиг. 2.306).
Забележка. Уверете се, че пръстеновидният конектор съвпада с изреза в буталото.
Постепенно загрейте буталото до температура от 80–90°C.
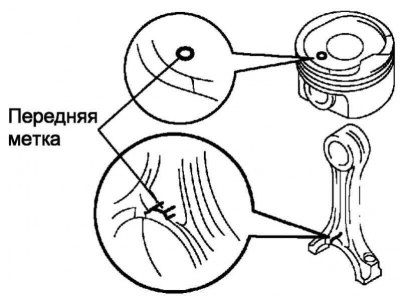
Фиг. 2,307. Знаци за центровка на буталото и биел
Подравнете предните знаци на буталото и биелния прът и вкарайте буталния щифт в отворите на буталото и в горната глава на биелния прът (фиг. 2.307) на ръка.
С помощта на малка отвертка да се постави нов заключващ пръстен в един от отворите на буталото към пръста на буталото (фиг. 2.306).
Монтаж на комплект бутални пръстени
Монтирайте разширителя и 2 странични стени на смесения пръстен за скрепер за масло на ръка.
Забележка. При повторно използване на бутални пръстени те трябва да се монтират на същите бутала, от които са били свалени, и в същото положение.

Фиг. 2,308. Монтаж на компресионни пръстени
С помощта на инструмент за отстраняване на бутални пръстени монтирайте 2 компресионни пръстена, като маркировката трябва да е обърната към дъното на буталото (фиг. 2.308).
Маркировка (само за компресионен пръстен № 2): 2R.

Фиг. 2,309. Схема на заключване на буталните пръстени
Разширете буталните пръстени, така че техните ключалки да са разположени съгласно чертеж 2.309.
Монтаж на корпусите на лагера на коляновия вал
Монтирайте горната лагерна черупка с жлеб за масло в блока на цилиндъра.

Фиг. 2,310. Монтаж на корпусите на лагера на коляновия вал
В блока на капаците на коренните лагери да се установят долните свободни листа на лагерите (фиг. 2.310).
Забележка. Не смазвайте с двигателно масло корпусите на лагера и повърхността в контакт с тях.
Монтаж на горните упорни шайби на коляновия вал
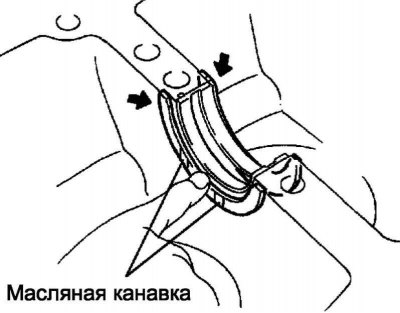
Фиг. 2.311. Монтиране на горните полупръстени на тяга
Поставете 2 горни устойчиви полупръстена върху гнездо на коренна шийка № 3 в блока на цилиндрите, маслени канали отвън (фиг. 2.311).
Монтаж на коляновия вал
Смажете горните лагерни черупки с двигателно масло и поставете коляновия вал в блока на цилиндъра.
Нанесете лек слой двигателно масло върху резбите на болтовете, гнездата на болтовете и втулките на капачката на главния лагер.
Монтирайте коляновия вал към блока на цилиндъра.
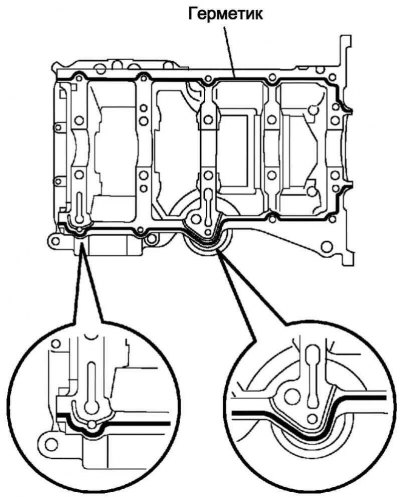
Фиг. 2,312. Схема за полагане на уплътнител
Нанесете уплътнител под формата на непрекъснат валяк (диаметър 2,5-3,5 mm), както е показано на фигура 2.312.
Забележка. Почистете свързващата повърхност от масло.
Забележка. Монтирайте блока на капачката на главния лагер в рамките на 3 минути след нанасяне на уплътнителя.
Забележка. Напълнете двигателя с масло не по-рано от 2 часа след монтиране на капачката.
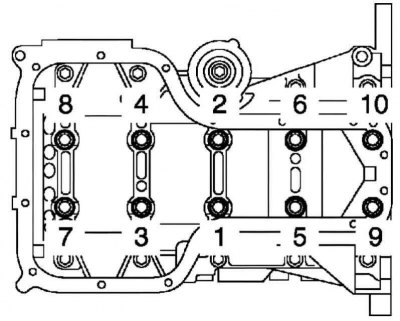
Фиг. 2,313. Последователност на затягане на болтовете на капачката на главния лагер
На няколко стъпки затегнете болтовете с предписания въртящ момент, като следвате последователността, показана на фигура 2.313.
- Момент на затягане: 44 Nm
Маркирайте с боя предната страна на всеки от болтовете на капачката на главния лагер.
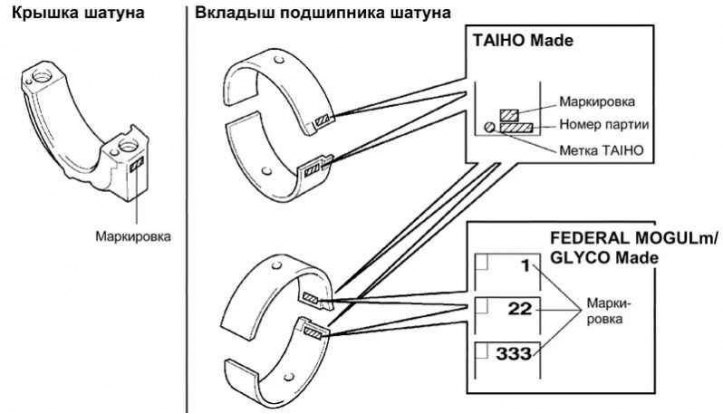
Фиг. 2,263. Маркировки и етикети на капачките на биелните пръти и на корпусите на лагерите на биелните пръти
Затегнете болтовете за закрепване на капаците на 90 °, както е посочено на чертеж 2.263.
Уверете се, че маркировките са завъртени на 90° спрямо първоначалното им положение.
Затегнете останалите 10 болта на капачката на главния лагер.
- Момент на затягане: 19 Nm
Монтаж на корпусите на лагера на биелния прът
Подравнете зъбчето на втулката с жлеба на капачката на свързващия прът.
Монтирайте лагера на свързващия прът в капачката на свързващия прът.
Забележка. Не смазвайте с двигателно масло корпусите на лагера и повърхността в контакт с тях.
Подравнете зъбчето на втулката с жлеба на свързващия прът.
Монтирайте корпуса на лагера в свързващия прът.
Монтаж на свързващи пръти
Разширете буталните пръстени, така че техните ключалки да са разположени съгласно чертеж 2.309.
Смажете с двигателно масло стените на цилиндъра, буталата и повърхностите на корпусите на лагерите на свързващия прът.

Фиг. 2,314. Монтаж на буталото с биел
С помощта на дорник за бутални пръстени вкарайте буталата с биелни пръти в цилиндрите, така че маркировката на буталото да е насочена към предната част на двигателя (фиг. 2.314).
Подравнете щифтовете за дюбели на капачката на свързващия прът с отворите в свързващия прът и поставете капачката.
Забележка. Монтирайте капачките на свързващите пръти на съответните биелни пръти.
Уверете се, че щифтът на лагерната капачка на свързващия прът е ориентиран в правилната посока.
Нанесете лек слой двигателно масло върху резбите и под главите на болтовете на капачката на свързващия прът.
С помощта на SST 09205-16010 затегнете болтовете на няколко стъпки с предписания въртящ момент.
- Момент на затягане: 20 Nm
Маркирайте предната страна на всеки от болтовете на капачката на свързващия прът с боя.
Затегнете болтовете на капака на 90°.
Уверете се, че коляновият вал се върти гладко.
Инсталиране на кран за източване на охлаждащата течност
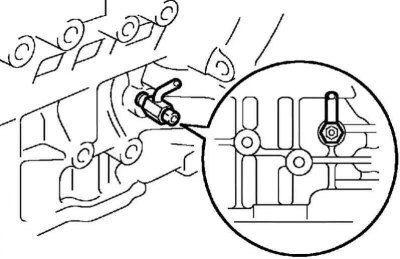
Фиг. 2,315. Монтажна схема на клапана за източване на охладителя на възел
Нанесете фиксатор за резба върху 2 или 3 резби на резбата на крана, за да източите охлаждащата течност, след това завийте крана в рамките на 3 минути, както е показано на фигурата (фиг. 2.315).
- Момент на затягане: 25 Nm
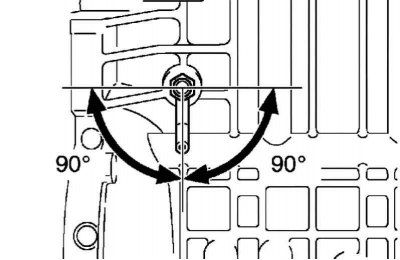
Фиг. 2,316. Позиция на монтаж на дренаж
Затегнете до предписания въртящ момент, като завъртите крана по посока на часовниковата стрелка, така че изпускателният фитинг да сочи надолу (фиг. 2.316).
Забележка. Напълнете охлаждащата течност не по-рано от един час след монтиране на крана.
Забележка. При завъртане на крана не трябва да се завърта повече от 360° и не трябва да се разхлабва след правилен монтаж.