
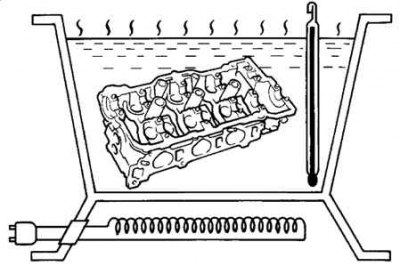
Ryż. 2.267. Ogrzewanie głowicy cylindrów w kąpieli wodnej
Stopniowo podgrzewać głowicę cylindrów w kąpieli wodnej do temperatury 80-100°C (Ryż. 2.267).
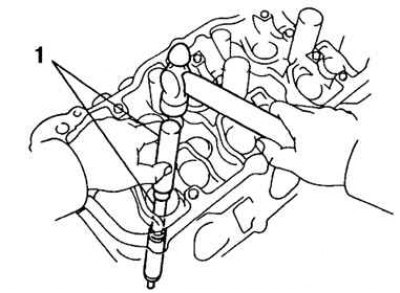
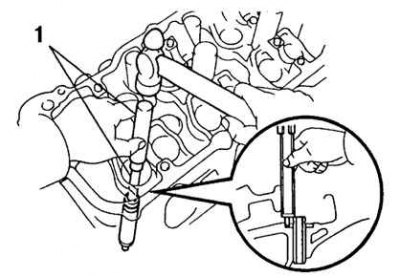
Ryż. 2.268. Wyciskanie tulei prowadzącej: 1 - dryf
Za pomocą wybijaka i młotka wyciśnij tuleję prowadzącą (Ryż. 2.268).
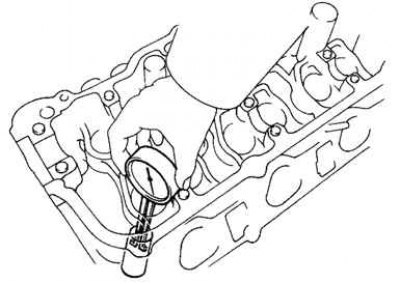
Ryż. 2.269. Pomiar średnicy otworu
Za pomocą wewnętrznego miernika zmierz średnicę otworu na tuleję prowadzącą w obudowie głowicy cylindrów (Ryż. 2.269).
Wybierz nowy rozmiar średnicy zewnętrznej prowadnicy zaworu (standardowy lub naprawczy +0,05 mm).
Jeżeli średnica otworu pod prowadnicę w korpusie głowicy przekracza 10,313 mm, wówczas do naprawy należy wywiercić otwór pod tuleję prowadzącą (+0,05 mm) średnica 10,345–10,363 mm.
Jeśli średnica otworu na prowadnicę w obudowie głowicy bloku przekracza rozmiar naprawy, wymień głowicę cylindrów. Dobierz tuleje zaworów wlotowych i wylotowych w zależności od średnic otworów prowadzących.
Użyj standardowej tulei, jeśli średnica otworu prowadzącego wynosi 10,295–10,313 mm.
Skorzystaj z naprawy (+0,05 mm) tulei, jeśli średnica otworu prowadzącego wynosi 10,345–10,363 mm.
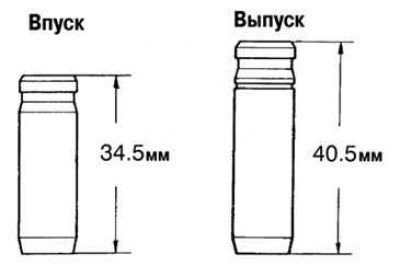
Ryż. 2.270. Prowadnice zaworów ssących i wydechowych
Notatka. Prowadnice zaworów wlotowych i wydechowych różnią się długością (Ryż. 2.270).
Długość tulei prowadzącej:
- zawory wlotowe - 34,5 mm;
- zawory wydechowe - 40,5 mm.
Podgrzać głowicę cylindra w łaźni wodnej do temperatury 80-100°C (patrz ryc. 2.267).
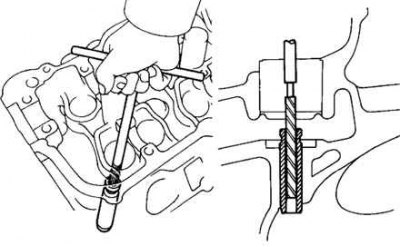
Ryż. 2.271. Instalowanie nowej tulei prowadzącej: 1 - dryf
Za pomocą wybijaka i młotka zamontuj nową prowadnicę zaworu tak, aby wystawała z głowicy bloku na odpowiednią odległość (Ryż. 2.271).
Występ tulei prowadzącej:
- zawór wlotowy - 11,5–11,3 mm;
- zawór wydechowy - 8,9–9,3 mm.
Ryż. 2.272. Rozwiercanie wewnętrznego otworu szyny
Za pomocą rozwiertaka 5,5 mm rozwierć wewnętrzny otwór prowadnicy, aby zapewnić nominalny luz między prowadnicą a trzpieniem zaworu (Ryż. 2.272).