
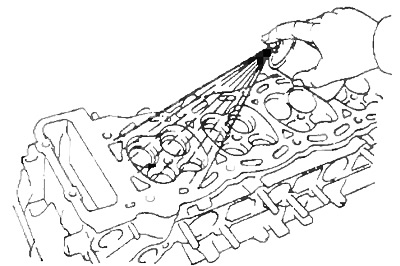
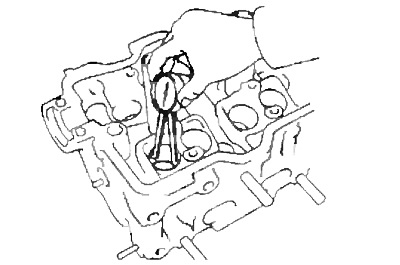
A) Otáčaním kľukového hriadeľa postupne nastavte piesty na TDC. Pomocou škrabky očistite povrchy dna piestov od karbónových usadenín.
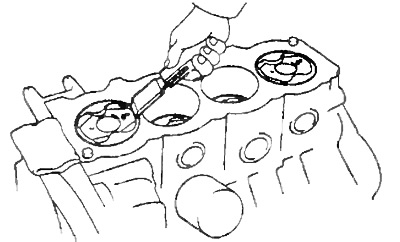
b) Pomocou škrabky odstráňte zvyšky tesnenia hlavy na povrchu konektora bloku valcov.
V) Použite stlačený vzduch na odstránenie karbónových usadenín a zvyškov tesnenia hlavy z povrchov, otvorov pre skrutky.
Poznámka: Pri používaní stlačeného vzduchu dávajte pozor, aby sa vám do očí nedostali čiastočky nečistôt.
2. Vyčistite hlavu valca.
A) Očistite povrch hlavy bloku od zvyškov tesnenia hlavy.
Poznámka: Dávajte pozor, aby ste nepoškodili dosadaciu plochu tesnenia hlavy bloku.
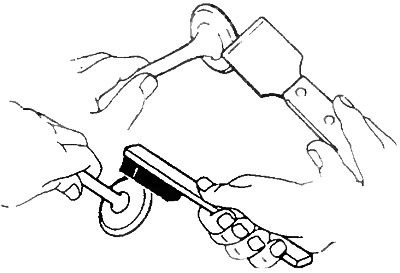
b) Vyčistite povrchy spaľovacích komôr hlavy bloku drôtenou kefou a odstráňte všetky zvyšné uhlíkové usadeniny.
V) Vyčistite otvory vo vodiacich puzdrách hlavy bloku kefou a rozpúšťadlom
G) Vyčistite povrch hlavy valcov (párovanie s povrchom bloku valcov), pomocou mäkkej kefy a rozpúšťadla.
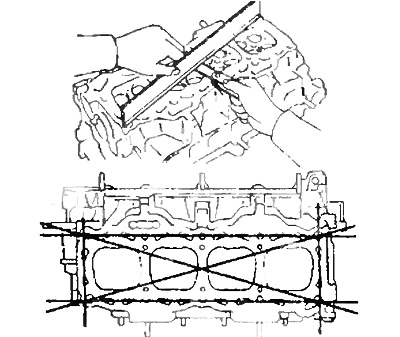
3. Skontrolujte hlavu valcov.
A) Pomocou presného pravítka a plochého spáromeru, ako je znázornené na obrázku, skontrolujte rovinnosť pracovných plôch spoja hlavy valcov:
- s povrchom bloku valcov.
- s povrchmi vstupných a výstupných potrubí.
 |  |
G) Vyčistite povrch hlavy valcov (párovanie s povrchom bloku valcov), pomocou mäkkej kefy a rozpúšťadla.
3. Skontrolujte hlavu valcov.
A) Pomocou presného pravítka a plochého spáromeru, ako je znázornené na obrázku, skontrolujte rovinnosť pracovných plôch spoja hlavy valcov:
- s povrchom bloku valcov.
- s povrchmi vstupných a výstupných potrubí.
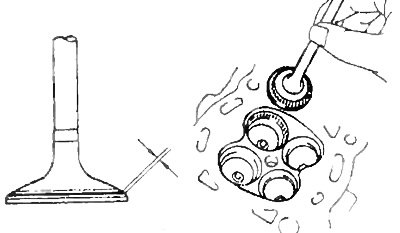
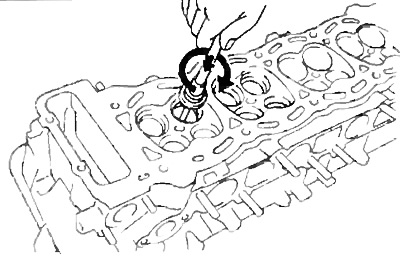
4. Vyčistite ventily.
A) Pomocou škrabky odstráňte uhlíkové usadeniny z kotúča ventilu.
b) Ventil úplne vyčistite kefou.
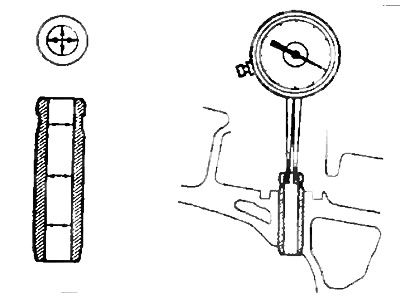
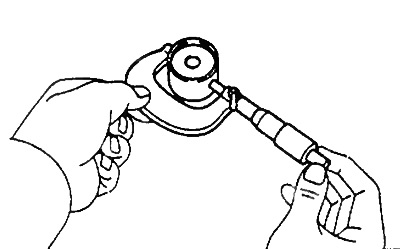
5. Skontrolujte priemery drieku ventilu a vodiace otvory ventilu*.
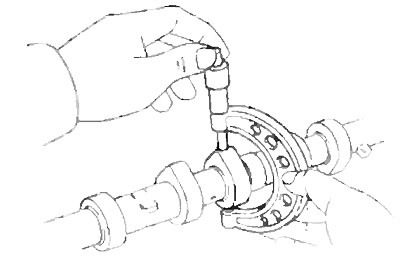
A) Zmerajte vnútorný priemer vodidiel ventilov pomocou dieromeru.
Vnútorný priemer rukáva:
- 3S-FE, 4S-FE - 6,010 - 6,030 mm
- ZS-T - 8,010 - 8,030 mm
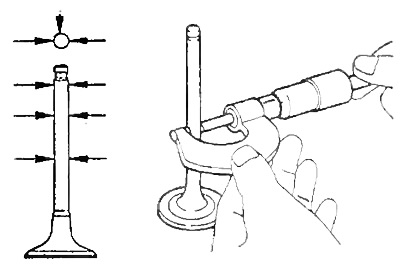
b) Zmerajte priemer drieku ventilu pomocou mikrometra.
Priemer drieku ventilu:
vstupný ventil:
- 3S-FE, 4S-FE - 5,970 - 5,985 mm
- ZS-T - 7,975 -7,990 mm
Výfukový ventil:
- 3S-FE, 4S-FE - 5,965 - 5,980 mm
- ZS-T - 7,960 - 7,975 mm
V) Nájdite medzeru medzi driekom ventilu a vodidlom meraním rozdielu medzi priemerom drieku ventilu a vnútorným priemerom vodidla ventilu.
Menovitá klírens:
vstupný ventil:
- 3S-FE, 4S-FE - 0,025 - 0,060 mm
- ZS-T - 0,020 - 0,055 mm
Výfukový ventil:
- 3S-FE, 4S-FE - 0,030 - 0,065 mm
- ZS-T - 0,035 - 0,070 mm
Maximálna vzdialenosť:
- sací ventil - 0,08 mm
- výfuk - 0,10 mm
Ak je vôľa väčšia ako maximálna, vymeňte ventil a vodiace puzdro.
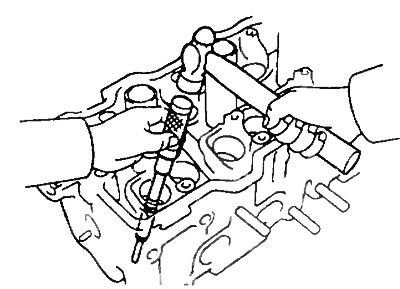
6. V prípade potreby vymeňte vodidlá ventilov.
A) Hlavu valcov postupne zahrievajte vo vodnom kúpeli na teplotu 80 - 100°C.
b) Pomocou unášača a kladiva vytlačte vodiacu objímku.
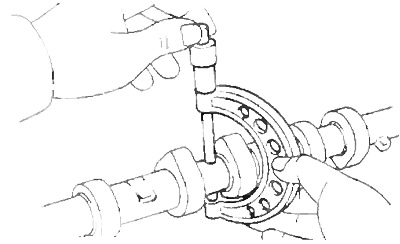
V) Pomocou vnútorného meradla zmerajte priemer otvoru pod vedením v kryte hlavy valcov.
Menovitý priemer (chladný):
- 3S-FE, 4S-FE - 10,985 - 11,012 mm
- ZS-T - 13 000-13 027 mm
Ak priemer vodiaceho otvoru v puzdre hlavy nepresahuje:
- 3S-FE, 4S-FE - 11,012 mm
- ZS-T - 13,027 mm
Použite štandardné vodidlo vonkajšieho priemeru.
Ak je priemer vodiaceho otvoru v kryte hlavy väčší ako špecifikovaná veľkosť, vystružte otvor tak, aby:
- 3S-FE, 4S-FE - 11,035 - 11,062 mm
- ZS-T - 13,027 - 13,050 mm
a použite vodidlo s vonkajším priemerom zväčšeným o 0,05 mm.
Ak je priemer vodiaceho otvoru v puzdre hlavy väčší ako:
- 3S-FE, 4S-FE - 11,062 mm
- ZS-T - 13,027 mm
Vymeňte hlavu valca.
Veľkosť vonkajších priemerov puzdier vstupných a výstupných ventilov zvoľte v závislosti od priemerov otvorov pre vodidlá.
Priemer vodiaceho puzdra:
Štandard:
- 3S-FE, 4S-FE - 11,033 - 11,044 mm
- ZS-T - 13,040- 13,051 mm
Oprava:
- 3S-FE, 4S-FE - 11,083 - 77,094 mm
- ZS-T - 13,090- 13,101 mm
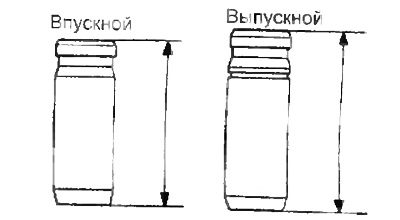
Poznámka: na motore ZS-T majú vodidlá sacích a výfukových ventilov rôzne dĺžky.
Vodiace puzdrá:
ZS-T
- sacie ventily - 46,0 mm
- výfukové ventily - 50,0 mm
3S-FE - 41,96 mm
4S-FE — 45,40
ZS-T
d) Hlavu valcov zahrievajte vo vodnom kúpeli pri teplote 80-100°C.
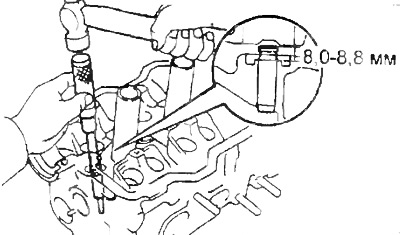
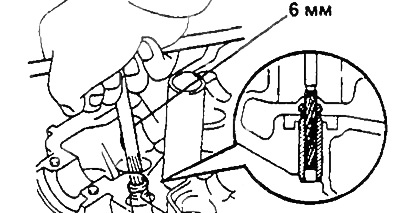
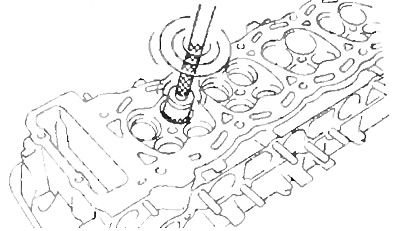
e) Nainštalujte vodidlo ventilu. Pomocou unášača a kladiva nainštalujte nové vedenie ventilu tak, aby vyčnievalo z hlavy valca na:
- 3S-FE, 4S-FE - 10,0 mm
- ZS-T - 17,3-18,1 mm
d) Hlavu valcov zahrievajte vo vodnom kúpeli pri teplote 80-100°C.
e) Nainštalujte vodidlo ventilu. Pomocou unášača a kladiva nainštalujte nové vedenie ventilu tak, aby vyčnievalo z hlavy valca na:
- 3S-FE, 4S-FE - 10,0 mm
- ZS-T - 17,3-18,1 mm
7. Skontrolujte a prekryte ventily.
A) Brúste ventily, kým sa neodstránia stopy sadzí a škrabancov.
b) Uistite sa, že preplátované skosenie ventilu tvorí uhol 45°vzhľadom na rovinu kolmú na os drieku.
V) Skontrolujte celkovú dĺžku ventilu.
Nominálna dĺžka:
Vstupný ventil:
- 3S-FE - 97,60 mm
- 4S-FE - 100,60 mm
- ZS-T - 105,70 mm
Výfukový ventil:
- 3S-FE - 98,45 mm
- 4S-FE - 100,45 mm
- ZS-T - 105,35 mm
Minimálna dĺžka:
Vstupný ventil:
- 3S-FE - 97,10 mm
- 4S-FE - 100,10 mm
Výfukový ventil:
- 3S-FE - 98,00 mm
- 4S-FE - 99,95 mm
Ak je celková dĺžka menšia ako minimálna, vymeňte ventil.

d) Skontrolujte stav čiel ventilov, či nie sú opotrebované.
Ak je čelo ventilu opotrebované, prebrúste čelo ventilu alebo ventil vymeňte.
Poznámka: pri prebrusovaní neznižujte celkovú dĺžku ventilu nad jeho minimálnu prípustnú hodnotu.
8. Skontrolujte a vyčistite sedlá ventilov.
A) Na brúsenie sediel ventilov použite 45°karbidovú frézu, pričom na čistenie skosenia sediel odstráňte len minimálne množstvo kovu.
b) Skontrolujte správne usadenie ventilu.
Naneste tenkú vrstvu bielej na skosenie ventilu. Pritlačte čelo ventilu k sedlu, ale neotáčajte ventilom. Potom vyberte ventil a skontrolujte sedlo ventilu a skosenie.
Ak farba zostane po celom obvode (360°) skosenia ventilu, ventil je koncentrický. V opačnom prípade vymeňte ventil.
Ak sa farba objaví po celom obvode (360°) sedlá ventilov, vedenie (Rukáv) ventily a sedlo ventilu sú sústredné. V opačnom prípade skosenie prebrúste.
Uistite sa, že kontaktná náplasť je umiestnená v strednej časti čela ventilu a má šírku:
- 3S-FE, 4S-FE - 1,0-1,4 mm
- ZS-T - 1,2-1,6 mm
V opačnom prípade upravte skosenie takto:
Ak je kontaktná plocha príliš vysoko na čele ventilu, použite kužeľové frézy 30°a 45°na prebrúsenie sedla.
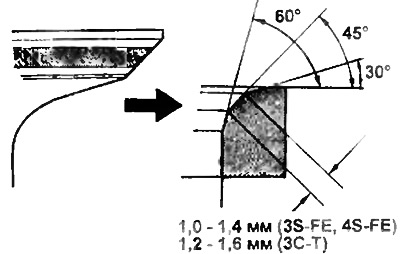
Ak je kontaktná plocha príliš nízko na čele ventilu, použite kužeľové frézy 60°a 45°na prebrúsenie sedla.
G) Ventil a sedlo ventilu ručne prelepte brúsnou pastou.
d) Po lapovaní vyčistite ventil a sedlo ventilu.
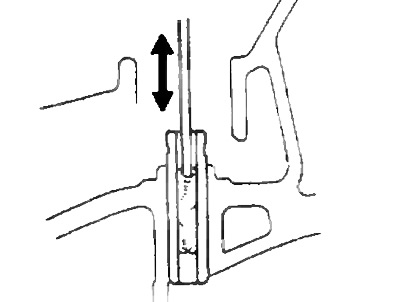
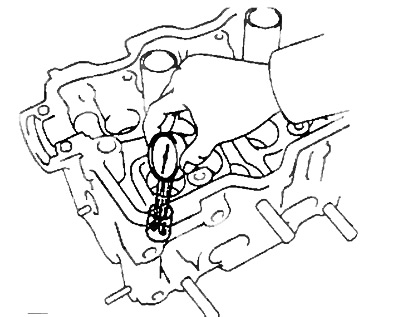
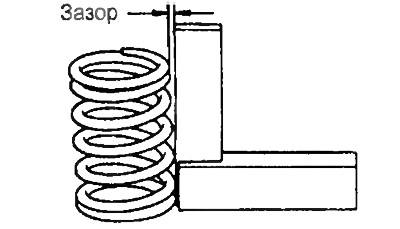
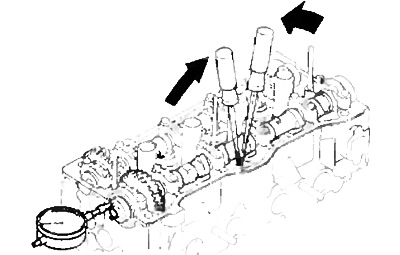
9. Skontrolujte ventilové pružiny.
A) Pomocou kovového štvorca (90°), skontrolujte, či pružina ventilu nie je kolmá, ako je znázornené na obrázku.
Maximálna povolená nekolmosť je - 2,0 mm
b) Pomocou posuvného meradla zmerajte voľnú dĺžku pružiny vo voľnom stave:
Dĺžka ventilovej pružiny:
- 3S-FE - 41,96 mm
- 4S-FE - 45,40 mm
- ZS-T - 47,50 mm
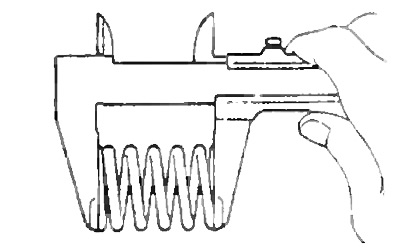
Ak je dĺžka pružiny mimo špecifikácie, vymeňte pružinu ventilu.
10. Skontrolujte vačkové hriadele a ložiská.
A. Skontrolujte, či nie je vačkový hriadeľ ohnutý.
A) Položte vačkový hriadeľ na hranoly.
b) Pomocou číselníkového meradla skontrolujte hádzanie vačkového hriadeľa vzhľadom na stredný čap.
Menovitý beh:
- 3S-FE, 4S-FE - 0,020-0,200 mm
Maximálny beh:
- 3S-FE, 4S-FE - 0,03 mm
- ZS-T - 0,06 mm
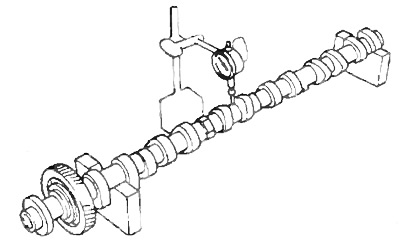
Ak hádzanie prekročí povolenú hodnotu, vymeňte vačkový hriadeľ.
B. Skontrolujte výšku vačiek vačkového hriadeľa meraním pomocou mikrometra.
Menovitá výška vačiek sacích vačkových hriadeľov:
- 3S-FE - 42,01 -42,11 mm
- 4S-FE - 34,91-35,01 mm
- ZS-T - 47,40 mm
Menovitá výška vačiek sacích vačkových hriadeľov:
- 3S-FE - 42,01 -42,11 mm
- 4S-FE - 34,91-35,01 mm
- ZS-T - 47,40 mm
Ak sú priemery čapu mimo špecifikácie, skontrolujte vôľu oleja medzi čapom a ložiskom
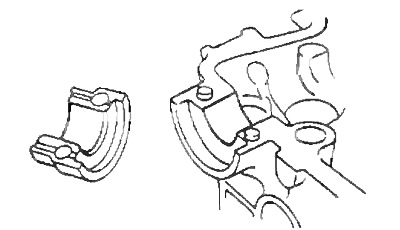
D. Skontrolujte stav ložísk vačkového hriadeľa, či na ich povrchu nie sú triesky a škrabance. V prípade uvedených chýb vymeňte kryty ložísk alebo hlavu bloku valcov v zbere.
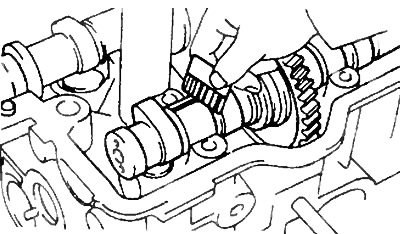
D (3S-FE, 4S-FE) Skontrolujte stav listovej delenej pružiny ozubeného kolesa vačkového hriadeľa meraním vôle jeho zámku vo voľnom stave.
Vôľa vo voľnej polohe - 22,5 - 22,9 mm
Ak je voľná vôľa zámku mimo špecifikácie, vymeňte listovú pružinu pastorka.

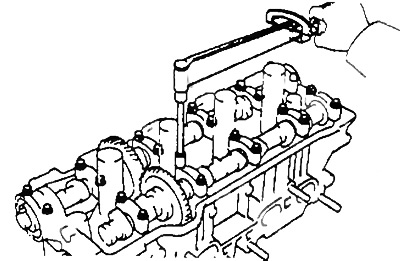
E. Skontrolujte radiálnu vôľu v ložiskách vačkového hriadeľa.
A) Vyčistite pracovné plochy čapu vačkového hriadeľa a veká ložísk.
b) Uložte vačkové hriadele do lôžka hlavy valcov.
V) Na každý čap vačkového hriadeľa položte kúsok plastovej mierky.
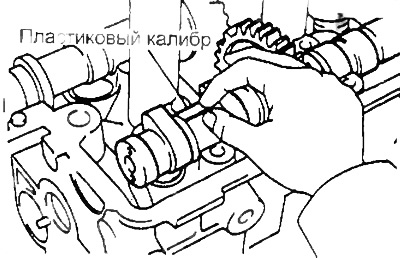
Poznámka: (ZS-T) utiahnite skrutky v troch krokoch, začínajúc zvnútra.
G) Nainštalujte kryty ložísk. Utiahnite skrutky krytu.
- Uťahovací moment - 18 Nm
Poznámka: Neotáčajte vačkovým hriadeľom.
d) Odstráňte kryty ložísk.
e) Zmerajte šírku sploštených plastových mierok v ich najširšom bode a vypočítajte vôľu.
Radiálna vôľa v ložiskách vačkového hriadeľa:
Nominálny:
- 3S-E, 4S-E - 0,025 - 0,062 mm
- ZS-T - 0,037 - 0,073 mm
Maximálne povolené:
- 3S-E, 4S-E - 0,1 mm
Ak je vôľa väčšia ako maximálna, vymeňte vačkový hriadeľ. V prípade potreby vymeňte kryty ložísk a hlavu valcov.
a) Odstráňte všetky zostávajúce plastové meradlá.
G. Skontrolujte koncovú vôľu vačkového hriadeľa.
A) Namontujte vačkový hriadeľ do lôžka hlavy valca.
b) Pomocou indikátora zmerajte axiálnu vôľu pri pohybe vačkových hriadeľov tam a späť.
Axiálna vôľa vačkových hriadeľov:
3S-FE, 4S-FE:
Nominálny:
- sacie ventily - 0,045 -0,100 mm
- výfukové ventily - 0,030 - 0,085 mm
Maximálne prípustné.
- sacie ventily - 0,12 mm
- výfukové ventily - 0,10 mm
ZS-T:
- nominálna - 0,080 -0,18 mm
- maximálne prípustné - 0,25 mm
Ak je axiálna vôľa väčšia ako maximálne prípustné, vymeňte vačkový hriadeľ. V prípade potreby vymeňte kryty ložísk a hlavu valcov.
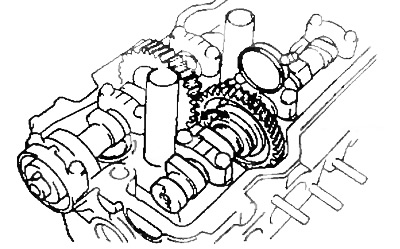
3. (3S-FE, 4S-FE) Zmerajte vôľu v ozubení vačkových hriadeľov.
A) Nainštalujte oba vačkové hriadele do hlavy valcov bez inštalácie pomocného ozubeného kolesa vačkového hriadeľa výfuku.
b) Použite číselník na meranie vôle v ozubení.
- Menovitá vôľa - 0,020 - 0,200 mm
- Maximálna vôľa - 0,300 mm
Ak je vôľa väčšia ako maximálna, vymeňte vačkové hriadele.
11. Skontrolujte posúvače a otvory pod posúvačmi v prípade hlavy bloku.
A) Zmerajte priemery otvorov pre zdvihátka v hlave valca pomocou vnútorného ukazovateľa.
Priemer otvoru pre posúvač v hlave bloku:
- 3S-FE - 28 000 - 28 021 mm
- 4S-FE - 28 000 - 28 021 mm
- ZS-T - 37,960 - 37,975
b) Zmerajte priemer posúvača pomocou mikrometra.
Priemer posúvača:
- 3S-FE - 27,975 - 27,965 mm
- 4S-FE - 27,975 - 27,985 mm
- ZS-T - 37 922 - 37,932 mm
V) Skontrolujte vôľu oleja. Odpočítajte priemer zdvihátka od priemeru otvoru pre zdvihátko v tele hlavy a určte vôľu.
Medzera medzi posúvačom a stenou otvoru pre posúvač:
Nominálny
- 3S-FE, 4SF-E - 0,02 - 0,05 mm
- ZS-T — 0,028 - 0,053 mm
Maximálne
- 3S-FE, 4SF-E - 0,07 mm
- ZS-T - 0,10 mm
Ak medzera presahuje maximálnu povolenú hodnotu, vymeňte posúvač. V prípade potreby vymeňte hlavu valca.
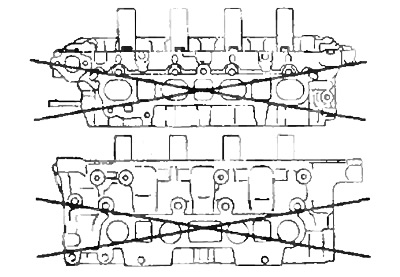
12. Pomocou presnej rovnej hrany a plochej spáromerky skontrolujte, či kontaktné plochy rozdeľovačov nie sú rovinné.
Maximálna nerovnosť:
- 3S-FE, 4S-FE - 0,08 mm
- ZS-T - 0,20 mm