
Опруге вентила
Да бисте проверили опруге вентила, мора се користити тестер опруга. Ако ово није доступно, коришћена опруга се може упоредити са новом опругом. Да бисте то урадили, спојите обе опруге, које се налазе једна иза друге, заједно у шкрипцу и полако затегните стег. Ако обе опруге стисну исту количину, то је знак да имају приближно исту напетост. Али ако се стара опруга компресује знатно више од нове, онда је то замор и опруге се морају заменити у комплету.
Слободна дужина опруге се може мерити калипером, као што је приказано на слици 302. Поставите опруге једну по једну на глатку површину (стаклена плоча) тако да је затворени окрет на доњој страни. Поставите челични угао поред опруге. Измерите размак између опруга и угла на врху (Цртање 46). Дозвољена величина зависи од типа мотора. Када је толеранција прекорачена, опруга је искошена.
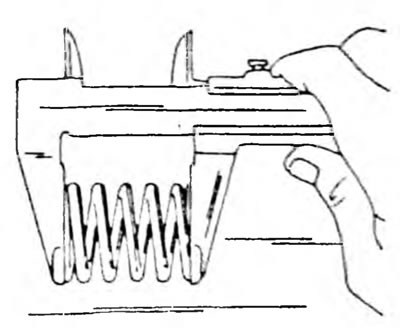
Цртање 302. Мерење дужине опруге вентила калипером
Водилице вентила
Очистите вођице тако што ћете кроз вођице провући крпу натопљену бензином. Најбоље је очистити стабљике вентила ротирајућом жичаном четком, убацивањем у стезну главу електричне бушилице и држећи вретено вентила близу њега. Убаците вентиле један по један у рупе. Да бисте контролисали отвор стабла вентила у рупама, морате имати индикатор бројчаника и чељуст. Провера је већ описана за бензинске моторе, али код дизел мотора унутрашњи пречник водилице треба да буде између 8,01 и 8,03 мм.Пречник стуба вентила је 7,975-7,990 мм за усисне вентиле и 7,960-7,975 мм за издувне вентиле
Одузмите пречник стабла вентила од унутрашњег пречника вођица вентила. Резултат је отвор осовине вентила у отворима, који не би требало да прелази 0,10 мм за усисне вентиле и 0,12 мм за издувне вентиле.
Пре замене водеће чауре проверава се опште стање главе цилиндра. Главе цилиндара са малим пукотинама између седишта вентила или између седишта вентила и првог навоја отвора за свећицу могу се поново уградити и прерадити, под условом да пукотине нису шире од 0,5 мм. Такође проверите изобличење површине главе цилиндра, што ће бити описано у наставку.
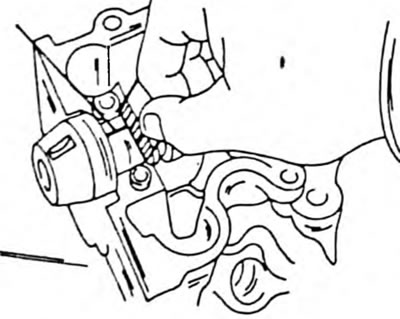
Да би се заменила водећа чаура, стара чаура се мора избити са замаком са горње стране главе цилиндра. Пре него што избаците водиче, следите ова упутства:
- Користећи мерач дубине или равну ивицу, измерите колико водећа чаура вири изнад горње површине главе цилиндра.
- Загрејте главу цилиндра на 80-100°Ц и избијте стару водећу чауру са горње стране према комори за сагоревање. Занос мора да има жлеб на крају који одговара унутрашњем пречнику чауре. Користећи индикатор за бирање, измерите унутрашњи пречник усисне рупе у глави цилиндра. Ако је величина између 13.000 мм -13.027 мм, може се уградити водећа чаура номиналне величине спољашњег пречника. Ако пречник прелази 13,027 мм, мора се уградити водећа чаура са повећаним спољним пречником. То значи да пријемне рупе за водеће чауре морају бити избушене у радионици. Не покушавајте да једноставно закуцате чауре са повећаним спољним пречником у рупе. Ако имате искуства са развртавањем, можете развртати рупе до пречника од 13.050-13.077 мм да бисте уградили велике вођице. Ако се мењају вођице вентила, мењају се и вентили, а седишта вентила морају бити брушена. Очистите унутрашње површине отвора за пријем. Подмажите нове вођице и убијте их са стране брегастог вратила у главу цилиндра, загрејану на 90°Ц, тако да горњи крај вири изнад горње површине главе цилиндра за величину измерену пре уклањања старих вођица.
- Након притиска, одврните вођице вентила помоћу развртача од 8 мм. Усисни вентили треба да имају зазор од 0,02-0,055 мм; издувни вентили морају имати зазор од 0,035 - 0,070 мм.
- Након замене вођица вентила, седишта вентила се морају глодати. Ако седишта више не могу да се обрађују, нема смисла мењати вођице.
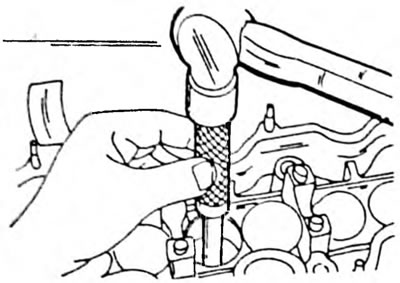
Цртање 303. Водич вентила запушен
Седишта вентила
Контролна седишта вентила (види сл. 304) за одсуство хабања и шупљина. Мали трагови хабања могу се уклонити резачем за 45°. Међутим, ако је седиште већ истрошено, седишта вентила се морају поново глодати. Наведени углови су приказани на слици 304. Међутим, мора се обезбедити угао корекције да би се исправила висина ивице седишта вентила, односно треба користити секач од 30° (усисни вентили) или 60° (издувни вентили). Као што је поменуто, седишта вентила могу бити чиста ако се уграде нове вођице вентила. Прво исеците угао од 45°, а затим лагано користите глодалицу од 30 и 60 или 75°на горњој и доњој ивици седишта да бисте смањили ширину ивице седишта и довели је у средину. Ширина радне ивице седишта треба да буде 1,2-1,6 мм за усисне вентиле и 1,6-2,0 за издувне вентиле. Завршите рад са глодањем чим се ивица седишта нађе у оквиру ширине толеранције. Треба носити модификована седла. Да бисте то урадили, нанесите абразивну пасту на површину седишта вентила и уметните вентил у одговарајуће седиште. Поставите усисну чашу на вентил и окрените вентил у различитим правцима (види и сл. 52). Након брушења, темељно очистите све делове од пасте и прљавштине и проверите седиште вентила на плочи вентила и закошености седишта. Непрекидни мат прстен карактерише ширину ивице седишта вентила и треба да буде видљив на оба дела. Нацртајте неколико линија на "прстен" на диск вентила. Потезе треба наносити у круг на удаљености од 1 мм. Након тога, пажљиво спустите вентил у водећу чауру и седиште и ротирајте вентил за 90°уз одређени притисак на вентил (користите усисну чашу). Поново уклоните вентил и проверите да ли су ознаке оловке уклоњене са ивице. Ако је ширина ивица седишта вентила унутар наведених толеранција, глава се може поново поставити. У супротном, обрадите седишта вентила или, у најгорем случају, замените главу.
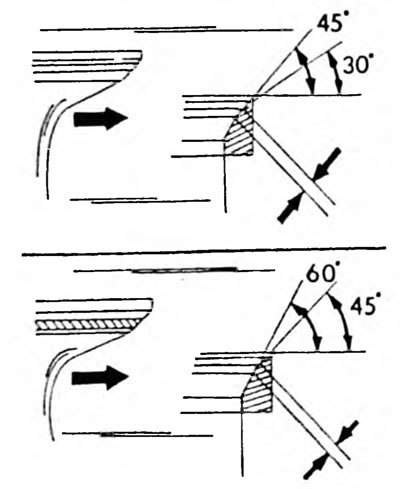
Цртање 304. Седишта вентила. Горња слика приказује седишта усисних вентила, доња слика приказује седишта издувних вентила. Ширина радне ивице седишта вентила се мери између обе стрелице.
Вентили
Опис вентила за бензинске моторе важи и за вентиле за дизел моторе. Величина ивице диска вентила приказана на слици 53 треба да буде 0,9 мм за улазне вентиле и 1,0 мм за издувне вентиле. У супротном, морају се инсталирати нови вентили. Мерења вентила се врше у складу са табелом величина и подешавања.
Глава цилиндра
Очистите контактне површине главе цилиндра и блока цилиндра и проверите да ли површина главе цилиндра није поравната. Да бих то урадио, ставио сам мерни лењир на главу (Цртање 54) Користећи сет мерача сензора, одредите зазор дуж, попречно и дијагонално до површине главе цилиндра. Ако се може уметнути мерач већег од 0,20 мм, глава цилиндра се мора заменити. Исту контролу треба извршити и за површинско спаривање са колектором. и овде је дозвољен размак од 0,20 мм.
Седишта вентила
Седишта вентила у глави цилиндра могу се заменити. Стара седишта се избацују са горње стране главе цилиндра у комору за сагоревање. Испод седла се може уградити компензациона подлошка. Нова седишта треба забити пластичним чекићем. У овом случају, иглица са стране седишта и урез на глави цилиндра треба да се налазе на истој линији. Након уградње, проверите колико седишта вире изнад контактне површине главе цилиндра. Да бисте то урадили, уградите индикатор на одговарајућу сталку на добро очишћену главу цилиндра и поставите мерну сонду на површину главе цилиндра на првом месту које се мери. Поставите скалу индикатора на нулу. Сада померите мерну шипку до ивице седишта. Разлика у очитавању треба да буде између -0,03 мм и +0,03 мм. Ако то није случај. Поново уклоните седиште и испод њега поставите компензациону подлошку. Постоји велики број подложака дебљине од 0,05 до 0,10 мм, односно на основу резултата мерења лако је изабрати жељену подлошку. Закуцајте седиште са постављеном подлошком и поновите мерење. Сва заменска седла морају се мерити на исти начин.
Брегасте осовине
Поставите брегасте осовине са рукавцима оба крајња лежаја у призме или их стегните између центара струга, као што је приказано на слици 55, и инсталирајте индикатор на једном од средњих рукаваца. Полако ротирајте брегасто вратило и очитајте очитавања индикатора. Ако је одступање стрелице веће од 0,06 мм по обртају, потребно је заменити брегасто вратило, јер се не може исправити. Затим проверите да ли су лежајеви и површине брегасте осовине видљива оштећења. Ако су још увек у реду, треба да измерите висину брега и зрачност лежајева:
- За мерење висине брегова користите микрометар приказан на слици 56. Наведене димензије и границе хабања су дате у табелама величина и подешавања.
- Пре провере зрачности лежаја, проверите да ли се метални лежај љушти или има пукотина. Ако су поклопци оштећени, замените поклопце, брегасте осовине и главе цилиндара.
- Очистите поклопце лежајева и носаче брегастог вратила и распоредите поклопце према бројевима лежајева.
- Ход лежаја се мери помоћу пластичне длаке PLASTIGAGE. Нанесите комад ове косе по целој дужини свих држача (Цртање 305) и један по један стављати поклопце. Арров И| Сви поклопци морају бити водоотпорни и бројеви поклопаца морају се подударати.
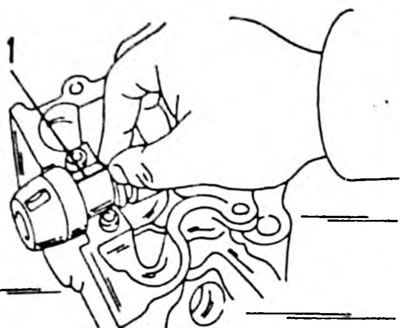
Цртање 305. Нанесите пластичну траку (1) у назначеном правцу на носач лежаја
- Пажљиво срушите поклопце и уметните завртње. Затегните завртње од средине ка споља са затезним моментом од 18 Нм. Након тога, разводно вратило се не може окретати.
- Поново одврните поклопце лежаја и одмах проверите да ли је на поклопцу остала длака PLASTIGAGE. У супротном, такође се лепи за носач лежаја.
- Коришћењем испорученог PLASTIGAGE шаблон, измерите ширину компримоване пластичне косе на најширој тачки (Цртање 306). Карактерише минимални зазор лежаја. Ако је зазор већи од 0,10 мм, глава цилиндра и/или брегасто вратило се морају заменити да би се зазор довео у толеранцију.
Цртање 306. Мерење ширине згужване косе PLASTIGAGE за одређивање зрачности лежаја.
- Да бисте измерили аксијални зазор брегастих вратила, очистите отворе за лежајеве у глави цилиндра и поклопцима лежаја и поставите брегасто вратило у складу са горњим описом. Затегните завртње поклопца лежаја у два или три пролаза.
- Инсталирајте индикатор точкића као што је приказано на слици 307 и померите брегасто вратило у оба смера, узимајући очитавања са инструмента. Добијена вредност је аксијални зазор осовине, који не би требало да прелази 0,25 мм. Ако има више зазора, брегасту осовину треба заменити. Понекад су оба дела подложна хабању.
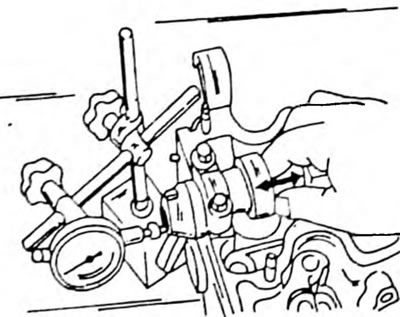
Цртање 307. Мерење аксијалног зазора брегастог вратила
Зупчасти каиш и зупчаници
Каиш са поломљеним зубима свакако мора бити замењен. Остали недостаци укључују пукотине, хабање са стране или заокруживање неких или свих зуба. У овом случају треба проверити и зубе зупчаника. Једном руком држите затезач појаса, а другом окрените ременицу. Трљање при окретању ваљка захтева замену затезача појаса. Повратна опруга затезача мора имати одређену дужину. У овом случају, дужина се мери између унутрашњих страна кука за опруге, као што је приказано на слици 205. Ако опруга постане краћа од 51,93 мм, уградите нову опругу.
Валве таппетс
Измерите унутрашњи пречник рупа за потискаче у глави цилиндра и спољашњи пречник потискача. У ту сврху морају бити доступни унутрашњи и обични микрометри. Разлика не би требало да буде већа од 0,10 лама. У супротном, потисници морају бити замењени, а у најгорем случају и глава цилиндра.