
Пружини клапанів
Для контролю пружин клапанів має використовуватись контрольна установка для перевірки пружин. Якщо її немає в розпорядженні, пружину, що була в споживанні, можна порівняти з новою пружиною. Для цього затиснути обидві пружини, розташовані один за одним, разом у лещатах і повільно затягувати лещата. Якщо обидві пружини стискаються на те саме значення, це є ознакою того, що вони мають приблизно однакову напругу. Але якщо стара пружина стискається значно сильніше, ніж нова, то це втома і пружини повинні бути замінені в комплекті.
Довжина пружини у вільному стані може бути виміряна штангенциркулем, як показано на малюнку 302. Встановити по черзі пружини на гладку поверхню (скляну пластину) так, щоб замкнутий виток знаходився з нижньої сторони. Поставити поруч із пружиною сталевий куточок. Виміряти зазор між пружинами і кут у верхній частині (Мал. 46). Допустимий розмір залежить від типу двигуна. При виході за допуск пружина перекошена.
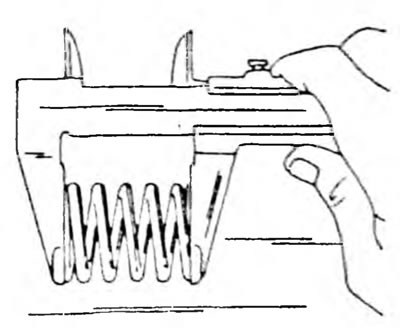
Мал. 302. Вимірювання довжини пружини клапана штангенциркулем
Напрямні клапанів
Очистити напрямні, протягуючи через направляючі ганчірку, змочену в бензині. Стрижні клапанів краще очищати дротяною щіткою, що обертається, вставивши її в патрон електродриля і тримаючи поруч з нею стрижень клапана. Вставити клапани по черзі в отвори. Для контролю люфтів стрижнів клапанів в отворах необхідно мати стрілочний індикатор та штангенциркуль. Перевірка вже була описана для бензинових двигунів, але на дизельному двигуні внутрішній діаметр направляючих втулок повинен знаходитися між 8,01 і 8,03 мм
Відняти діаметр стрижнем клапанів із внутрішнього діаметра напрямних втулок. Результат є люфтом стрижнів клапанів в отворах, який не повинен перевищувати 0,10 мм для впускних та 0,12 мм для випускних клапанів.
Перш ніж поставити напрямну втулку, перевіряється загальний стан головки циліндрів. Головки циліндрів з невеликими тріщинами між сідлами клапанів або між сідлом клапана і першим витком різьблення отвору під свічку можуть встановлюватися повторно та допрацьовуватися за умови, що тріщини не ширші ніж 0,5 мм. Перевірити також перекіс поверхні головки циліндрів, що буде описано нижче.
Для заміни напрямної втулки стара втулка має бути вибита вибиванням з верхнього боку головки циліндрів. Перед вибиванням направляючих слідувати наступним вказівкам:
- Виміряти глибиноміром або вимірювальною лінійкою, наскільки напрямна втулка виступає над верхньою поверхнею головки циліндрів.
- Розігріти головку циліндрів до 80-100°С і вибити стару напрямну втулку з верхньої сторони в бік камери згоряння. Вибивання повинна мати на кінці вибірку, що підходить до внутрішнього діаметра напрямної втулки. Виміряти за допомогою стрілочного індикатора внутрішній діаметр отвору в головці циліндрів. Якщо розмір знаходиться в межах від 13,000 мм до 13,027 мм, може бути встановлена напрямна втулка з номінальним розміром зовнішнього діаметра. Якщо діаметр перевищує 13,027 мм, повинна встановлюватися напрямна втулка з підвищеним розміром зовнішнього діаметра. Це означає, що приймальні отвори під напрямні втулки мають бути розточені в майстерні. Не намагатися просто забивати отвори втулки з підвищеним розміром зовнішнього діаметра. Якщо є досвід роботи з розгорткою, можна розгорнути отвори до діаметра 13050-13077 мм для установки напрямних втулок підвищеного розміру. Якщо направляючі втулки клапанів замінюються, замінюються клапани і необхідно притирати сідла клапанів. Очистити внутрішні поверхні отворів. Змастити нові напрямні і забити їх з боку розподільного валу в головку циліндрів, розігріту до 90°З так, щоб верхній кінець виступав над верхньою поверхнею головки циліндрів на розмір, виміряний перед зняттям старих напрямних.
- Після запресування розгорнути напрямні клапанів розгорткою 8 мм. Впускні клапани повинні мати люфт 0,02-0,055 мм; випускні кпапани повинні мати люфт 0035 - 0070 мм.
- Після заміни направляючих клапанів повинні бути відфрезеровані сідла клапанів. Якщо сідла більше не можна обробляти, немає сенсу замінювати напрямні.
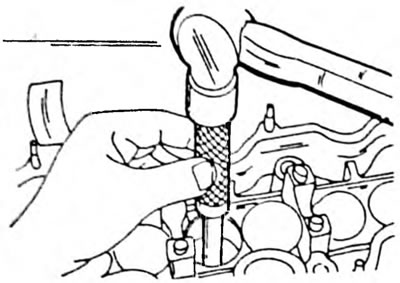
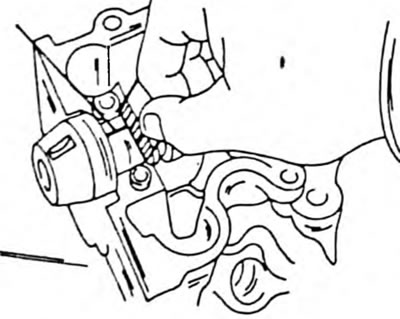
Мал. 303. Забивання напрямної втулки клапана
Сідла клапанів
Перевірити сідла клапанів (див. рис. 304) на відсутність зносу та раковин. Невеликі ознаки зношування можуть бути ліквідовані фрезою 45°. Однак якщо сідло вже сильно виробилося, сідла клапанів повинні заново фрезеруватися. Задані кути показані на малюнку 304. Однак слід забезпечити кут корекції для виправлення висоти фаски сідла сідла клапана, тобто скористатися фрезою 30° (впускні клапани) або 60° (випускні клапани). Як згадувалося, сідла клапанів можуть фрезеруватися начисто, якщо встановлюються нові напрямні втулки клапанів. Спочатку фрезерувати кут 45°і потім трохи обробити фрезою 30 і 60 або 75°верхній і нижній край сідла, щоб зменшити ширину фаски сідла і звести її в середину. Ширина робочої фаски сідла повинна становити 1,2-1,6 мм для впускних та 1,6-2,0 для випускних клапанів. Закінчити фрезерні роботи, як тільки фаска сідла має ширину всередині допуску. Допрацьовані сідла мають притиратися. Для цього нанести на поверхню сідла клапана шліфувальну пасту та вставити у відповідне сідло клапан. Встановити на клапані присоску та повертати клапан у різні боки (див. також рис. 52). Після притирання ретельно очистити всі деталі від пасти та бруду та проконтролювати сідло клапана біля тарілки клапана та фаски сідла. Безперервне матове кільце характеризує ширину фаски сідла клапана і має бути видно на обох деталях. Нанести олівцем кілька рисочок на "кільце" на тарілці клапана. Штрихи мають бути нанесені по колу на відстані 1 мм. Після цього обережно опустити клапан у напрямну втулку та сідло та повернути клапан на 90°з деяким тиском на клапан (використовувати при цьому присоску). Знову вийняти клапан і проконтролювати, чи пішли олівцеві штрихи з фаски. Якщо ширина фасок сідел клапанів перебуває у заданих допусках, головка може встановлюватися повторно. В іншому випадку обробити сідла клапанів або в найгіршому випадку замінити головку.
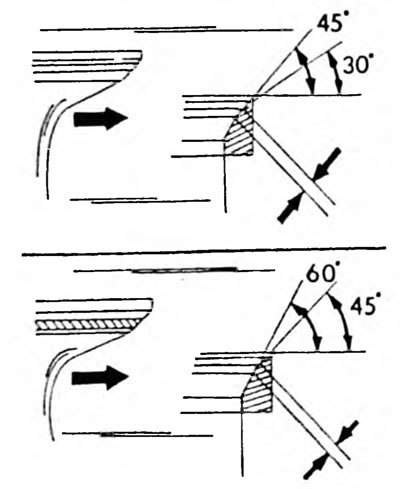
Мал. 304. Сідла клапанів. На верхньому малюнку сідла впускних клапанів, на нижньому малюнку сідла випускних клапанів. Ширина робочої фаски сідла клапана вимірюється між обома стрілками.
Клапани
Опис клапанів бензинових двигунів відноситься також до клапанів дизельних двигунів. Зображений на малюнку 53 розмір краю тарілки клапана повинен становити у впускних клапанів 0,9 мм, а випускних клапанів 1,0 мм. Інакше слід встановлювати нові клапани. Вимірювання клапанів проводиться відповідно до таблиці розмірів та регулювань.
Головка циліндрів
Очистити контактні поверхні головки циліндрів та блоку циліндрів та перевірити перекіс поверхні головки циліндрів. Для цього наклав на головку вимірювальну лінійку (Мал. 54) за допомогою набору щупів визначити просвіт вздовж, поперек та по діагоналі поверхні головки циліндрів. Якщо можна вставити щуп розміром більше 0,20 мм, головка циліндрів підлягає заміні. Такий же контроль слід провести і на поверхні, що сполучається з колектором. І тут також допустимо просвіт 0,20 мм.
Сідла клапанів
Сідла клапанів у головці циліндрів можуть замінюватись. Старі сідла вибиваються з верхнього боку головки циліндрів у камеру згоряння. Під сідло може встановлюватись компенсаційна шайба. Нові сідла мають забиватися пластмасовим молотком. При цьому штифт збоку сідла і насікання в головці циліндрів повинні розташовуватися на одній лінії. Після установки проконтролювати, наскільки сідла виступають над контактною поверхнею головки циліндрів. Для цього встановити на добре очищену головку циліндрів стрілочний індикатор на відповідній стійці і поставити вимірювальний щуп на поверхню головки циліндрів у першого сідла, що підлягає вимірюванню. Встановіть шкалу індикатора на нуль. Тепер перемістити вимірювальний щуп на край сідла. Різниця у показаннях повинна становити від -0,03 мм до +0,03 мм. Якщо це не так. знову зняти сідло та підкласти під нього компенсаційну шайбу. Є ряд шайб завтовшки від 0,05 до 0,10 мм, тобто за результатом виміру легко підібрати потрібну шайбу. Забити сідло з накладеною шайбою і повторити вимір. Усі замінені сідла мають бути виміряні однаковим чином.
Розподільчі вали
Розподільні вали вкласти цапфами обох кінцевих підшипників у призми або затиснути між центрами токарного верстата, як це показано на малюнку 55, і встановити в одній із середніх цапф стрілочний індикатор Повільно провертати розподільний вал і зчитувати показання індикатора. Якщо відхилення стрілки складе за один оборот більше, ніж 0,06 мм, розподільний вал підлягає заміні, тому його не можна виправити. Далі проконтролювати шийки підшипників і поверхні розподільчих валів на відсутність видимих пошкоджень. Якщо вони ще в порядку, слід виміряти висоту кулачків та люфт підшилників:
- Для вимірювання висоти кулачків використовувати мікрометр, зображений на малюнку 56. Задані розміри та межі зносу наведені у таблицях розмірів та регулювань.
- Перед перевіркою люфта підшипника перевірити відсутність відшарування металу підшипника або утворення тріщин. Якщо пошкоджені кришки, замініть кришки, розподільні вали та головку циліндрів.
- Очистити кришки підшипників та шийки розподільних валів та розкласти кришки відповідно до номерів підшипників.
- Люфт підшипників вимірюється за допомогою пластмасового волоска PLASTIGAGE. Накласти шматок цієї волосинки по всій довжині всіх цапф (Мал. 305) та по черзі надягати кришки. Стрілка І| всіх кришках повинна бути звернена вод ред і номери кришок повинні відповідати.
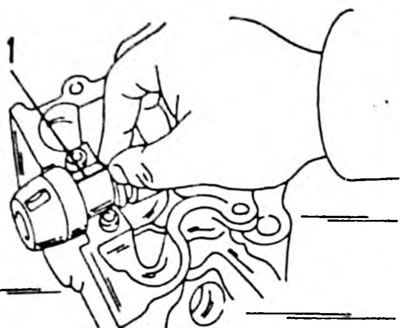
Мал. 305. Накласти пластмасову смужку (1) у вказаному напрямку на шийку підшипника
- Підбити обережно кришки молодої грудки і вставити болти. Підтягнути болти у напрямку з середини назовні моментом затягування 18 Нм. Після цього суперечки, ділильний вал не можна провертати.
- Відвернути знову кришки підшипників і відразу ж перевірити, чи не залишився на кришці волосок PLASTIGAGE. В іншому випадку він прилипає ще й до шиї підшипника.
- За допомогою шаблону, що поставляється разом з PLASTIGAGE, виміряти ширину стисненого пластмасового волоска в самому широкому місці (Мал. 306). Вона характеризує мінімальний люфт підшипника. Якщо люфт більше 0,10 мм, повинні бути замінені головка циліндрів та/або розподільчий вал, щоб довести люфт у межі допуску.
Мал. 306. Вимір ширини зім'ятого волоска PLASTIGAGE для визначення люфта підшипника.
- Для вимірювання осьового люфта розподільних валів очистити отвори під підшипники в головці циліндрів та кришки підшипників і встановити розподільний вал відповідно до вищенаведеного опису. Болти кришок підшипників затягнути за два чи три проходи.
- Встановити стрілочний індикатор, як показано на малюнку 307, та рухати розподільний вал в обидві сторони, знімаючи показання приладу. Отримане значення є осьовим люфтом валу, який не повинен перевищувати 0,25 мм. Якщо люфт більший, слід замінити розподільний вал. Іноді зносу піддаються обидві деталі.
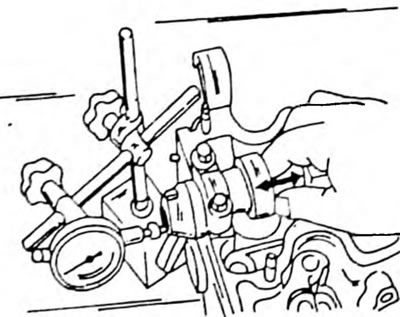
Мал. 307. Вимірювання осьового люфту розподільчого валу
Зубчастий ремінь та шестерні
Ремінь із зламаними зубцями повинен безумовно замінюватись. Іншими дефектами є тріщини, потертості бічних сторін або закруглення деяких або всіх зубців. І тут слід перевірити також зубці зубчастих коліс. Притримуючи натягувач ременя однією рукою, іншою рукою провернути ролик. Затирання під час повороту ролика вимагають заміни натяжного пристрою ременя. Поворотна пружина натяжного пристрою повинна мати певну довжину. При цьому довжина вимірюється між внутрішніми сторонами гаків пружини, як показано на малюнку 205. Якщо пружина стала коротшою за 51,93 мм, встановити нову пружину.
Товкачі клапанів
Виміряти внутрішній діаметр отворів під штовхачі в головці циліндрів і зовнішній діаметр штовхачів. Для цього в розпорядженні повинні бути внутрішні і звичайні мікрометри. Різниця має становити не більше 0,10 лам. В іншому випадку повинні бути замінені штовхачі, а в найгіршому випадку головка циліндрів.