
Arcuri de supape
Pentru a verifica arcurile supapei, trebuie folosit un tester de arc. Dacă acesta nu este disponibil, un arc uzat poate fi comparat cu un arc nou. Pentru a face acest lucru, prindeți ambele arcuri, situate unul în spatele celuilalt, împreună într-o menghină și strângeți încet menghina. Dacă ambele arcuri comprimă aceeași cantitate, acesta este un semn că au aproximativ aceeași tensiune. Dar dacă arcul vechi se comprimă semnificativ mai mult decât cel nou, atunci aceasta este oboseală și arcurile trebuie înlocuite ca un set.
Lungimea liberă a arcului poate fi măsurată cu un șubler, așa cum se arată în Figura 302. Așezați arcurile unul câte unul pe o suprafață netedă (farfurie de sticla) astfel încât virajul închis să fie pe partea inferioară. Așezați un colț de oțel lângă arc. Măsurați distanța dintre arcuri și unghiul din partea de sus (Desen 46). Dimensiunea permisă depinde de tipul de motor. Când toleranța este depășită, arcul este înclinat.
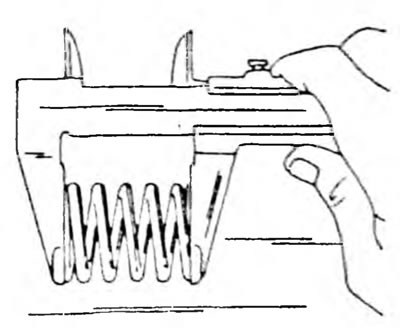
Desen 302. Măsurarea lungimii arcului supapei cu un etrier
Ghidajele supapelor
Curățați ghidajele trăgând prin ghidaje o cârpă înmuiată în benzină. Cel mai bine este să curățați tijele supapelor cu o perie de sârmă rotativă, introducând-o în mandrina unui burghiu electric și ținând tija supapei aproape de ea. Introduceți supapele unul câte unul în găuri. Pentru a controla jocul tijei supapei în găuri, trebuie să aveți un comparator și un etrier. Verificarea a fost deja descrisă pentru motoarele pe benzină, dar la un motor diesel diametrul interior al bucșelor de ghidare ar trebui să fie între 8,01 și 8,03 mm.Diametrul tijei supapei este de 7.975-7.990 mm pentru supapele de admisie și 7.960-7.975 mm pentru supapele de evacuare
Scădeți diametrul tijei supapei din diametrul interior al ghidajelor supapei. Rezultatul este jocul tijei supapei în orificii, care nu trebuie să depășească 0,10 mm pentru supapele de admisie și 0,12 mm pentru supapele de evacuare.
Inainte de inlocuirea bucsei de ghidare se verifica starea generala a chiulasei. Chiulele cu fisuri mici între scaunele supapei sau între scaunul supapei și primul filet al orificiului bujiei pot fi reinstalate și reluate, cu condiția ca fisurile să nu fie mai largi de 0,5 mm. Verificați, de asemenea, deformarea suprafeței chiulasei, care va fi descrisă mai jos.
Pentru a înlocui bucșa de ghidare, bucșa veche trebuie demontată cu o deriva din partea superioară a chiulasei. Înainte de a elimina ghidajele, urmați aceste instrucțiuni:
- Folosind un indicator de adâncime sau o muchie dreaptă, măsurați cât de mult iese bucșa de ghidare deasupra suprafeței superioare a chiulasei.
- Încălziți chiulasa la 80-100°C și scoateți bucșa de ghidare veche din partea superioară către camera de ardere. Deriva trebuie să aibă la capăt o canelură care să se potrivească cu diametrul interior al bucșei de ghidare. Folosind un comparator, măsurați diametrul interior al orificiului de admisie din chiulasa. Dacă dimensiunea este între 13.000 mm -13.027 mm, se poate instala o bucșă de ghidare cu dimensiunea nominală a diametrului exterior. Dacă diametrul depășește 13,027 mm, trebuie instalată o bucșă de ghidare cu un diametru exterior crescut. Aceasta înseamnă că orificiile de primire pentru bucșele de ghidare trebuie să fie găurite în atelier. Nu încercați să introduceți pur și simplu bucșe cu un diametru exterior crescut în găuri. Dacă aveți experiență cu alezarea, puteți alezarea găurilor la un diametru de 13.050-13.077 mm pentru a instala bucșe de ghidare supradimensionate. Dacă ghidajele supapelor sunt înlocuite, supapele sunt, de asemenea, înlocuite, iar scaunele supapelor trebuie să fie împământate. Curățați suprafețele interioare ale orificiilor de primire. Lubrifiați noile ghidaje și introduceți-le din partea arborelui cu came în chiulasă, încălzită la 90°C, astfel încât capătul superior să iasă deasupra suprafeței superioare a chiulasei cu dimensiunea măsurată înainte de îndepărtarea ghidajelor vechi.
- După apăsare, deșurubați ghidajele supapei folosind un alez de 8 mm. Supapele de admisie trebuie să aibă un joc de 0,02-0,055 mm; supapele de evacuare trebuie să aibă un joc de 0,035 - 0,070 mm.
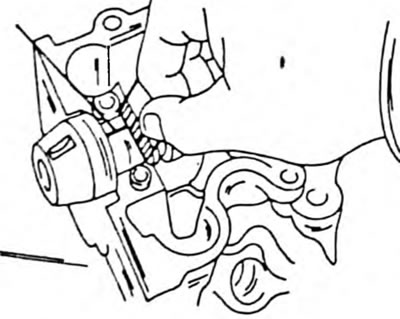
- După înlocuirea ghidajelor supapelor, scaunele supapelor trebuie frezate. Dacă scaunele nu mai pot fi prelucrate, nu are rost să înlocuiți ghidajele.
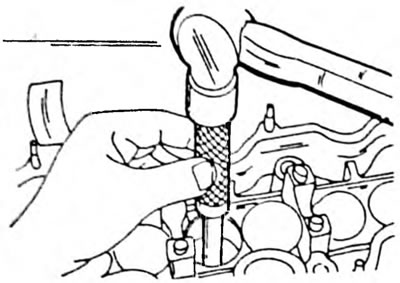
Desen 303. Ghidaj supapei astupat
Scaunele supapelor
Scaunele supapelor de control (vezi desen 304) pentru absența uzurii și a cariilor. Micile semne de uzură pot fi îndepărtate cu o freză de 45°. Cu toate acestea, dacă scaunul este deja uzat, scaunele supapelor trebuie frezate din nou. Unghiurile specificate sunt prezentate în Figura 304. Cu toate acestea, trebuie furnizat un unghi de corecție pentru a corecta înălțimea teșirii scaunului supapei, adică trebuie utilizat un tăietor de 30° (supapele de admisie) sau 60° (supapele de evacuare). După cum sa menționat, scaunele supapelor pot fi frezate curate dacă sunt instalate noi ghidaje de supapă. Mai întâi frezați un unghi de 45°și apoi utilizați ușor o freză de 30 și 60 sau 75°pe marginea superioară și inferioară a scaunului pentru a reduce lățimea teșirii scaunului și a o aduce în mijloc. Lățimea teșiturii de lucru a scaunului trebuie să fie de 1,2-1,6 mm pentru supapele de admisie și 1,6-2,0 pentru supapele de evacuare. Terminați lucrările de frezare de îndată ce teșirea scaunului se află în limitele de lățime de toleranță. Trebuie purtate șa modificate. Pentru a face acest lucru, aplicați pastă abrazivă pe suprafața scaunului supapei și introduceți supapa în scaunul corespunzător. Puneți o ventuză pe supapă și rotiți supapa în direcții diferite (vezi si desen 52). După șlefuire, curățați bine toate piesele de pastă și murdărie și verificați scaunul supapei de pe placa supapei și teșirea scaunului. Inelul mat continuu caracterizează lățimea teșirii scaunului supapei și ar trebui să fie vizibil pe ambele părți. Desenați câteva linii pe "inel" pe discul supapei. Cursurile trebuie aplicate într-un cerc la o distanță de 1 mm. După aceasta, coborâți cu atenție supapa în manșonul de ghidare și locaș și rotiți supapa la 90°cu o oarecare presiune pe supapă (folosiți o ventuză). Scoateți din nou supapa și verificați dacă semnele de creion au fost îndepărtate de pe teșitură. Dacă lățimea teșiturilor scaunului supapei se încadrează în toleranțele specificate, capul poate fi reinstalat. În caz contrar, procesați scaunele supapelor sau, în cel mai rău caz, înlocuiți capul.
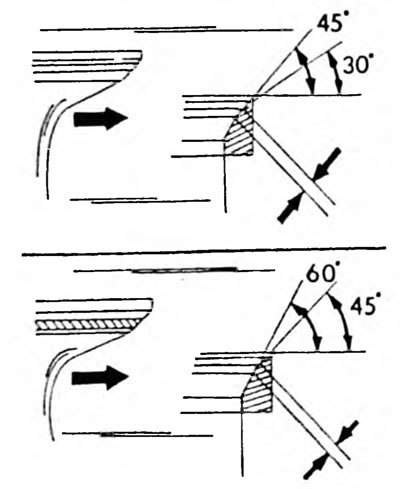
Desen 304. Scaune supape. Poza de sus arată scaunele supapelor de admisie, imaginea de jos arată scaunele supapelor de evacuare. Lățimea teșirii de lucru a scaunului supapei este măsurată între ambele săgeți.
Supape
Descrierea supapelor pentru motoarele pe benzină se aplică și supapelor pentru motoarele diesel. Dimensiunea marginii discului supapei prezentată în Figura 53 ar trebui să fie de 0,9 mm pentru supapele de admisie și 1,0 mm pentru supapele de evacuare. În caz contrar, trebuie instalate supape noi. Măsurătorile supapelor se fac în conformitate cu tabelul de dimensiuni și ajustări.
Cap cilindru
Curățați suprafețele de contact ale chiulasei și blocului cilindrului și verificați dacă suprafața chiulasei nu este aliniată. Pentru a face acest lucru, am pus o riglă de măsurare pe cap (Desen 54) Folosind un set de senzori, determinați jocul de-a lungul, transversal și în diagonală față de suprafața chiulasei. Dacă se poate introduce un ecartament mai mare de 0,20 mm, chiulasa trebuie înlocuită. Același control trebuie efectuat și pentru împerecherea suprafeței cu colectorul. Și aici este permis un spațiu liber de 0,20 mm.
Scaunele supapelor
Scaunele supapelor din chiulasă pot fi înlocuite. Scaunele vechi sunt scoase din partea superioară a chiulasei în camera de ardere. O șaibă de compensare poate fi instalată sub șa. Scaunele noi trebuie introduse cu un ciocan de plastic. În acest caz, știftul de pe partea laterală a scaunului și crestătura din chiulasă ar trebui să fie situate pe aceeași linie. După instalare, verificați cât de mult ies scaunele deasupra suprafeței de contact a chiulasei. Pentru a face acest lucru, instalați un comparator pe rack corespunzător pe o chiulasă bine curățată și plasați sonda de măsurare pe suprafața chiulasei la primul loc care trebuie măsurat. Setați scala indicatorului la zero. Acum mutați joja pe marginea scaunului. Diferența de citiri ar trebui să fie între -0,03 mm și +0,03 mm. Dacă nu este cazul. Scoateți din nou scaunul și puneți o șaibă de compensare sub el. Există un număr de șaibe cu o grosime de la 0,05 la 0,10 mm, adică, pe baza rezultatului măsurării, este ușor să selectați șaiba dorită. Bateți scaunul cu șaiba aplicată și repetați măsurarea. Toate șeile de schimb trebuie măsurate în același mod.
Arborii cu came
Așezați arborii cu came cu colțurile ambilor rulmenți de capăt în prisme sau fixați-le între centrele strungului, așa cum se arată în Figura 55, și instalați un comparator la unul dintre rulmenții din mijloc. Rotiți încet arborele cu came și citiți citirile indicatorului.. Dacă abaterea săgeții este mai mare de 0,06 mm pe rotație, arborele cu came trebuie înlocuit, deoarece nu poate fi îndreptat. Apoi, verificați suporturile lagărelor și suprafețele arborelui cu came pentru daune vizibile. Dacă sunt încă în ordine, ar trebui să măsurați înălțimea camelor și jocul rulmenților:
- Pentru a măsura înălțimea camelor, utilizați micrometrul prezentat în Figura 56. Dimensiunile specificate și limitele de uzură sunt date în tabelele de mărime și reglare.
- Înainte de a verifica jocul lagărului, verificați dacă metalul rulmentului se dezlipește sau crăpă. Dacă capacele sunt deteriorate, înlocuiți capacele, arborii cu came și chiulasele.
- Curăţaţi capacele lagărelor şi suporturile arborelui cu came şi aranjaţi capacele conform numerelor de rulmenţi.
- Jocul rulmentului se măsoară folosind un păr de plastic PLASTIGAGE. Aplicați o bucată din acest păr pe toată lungimea tuturor trunions (Desen 305) și puneți capacele unul câte unul. Săgeata I| Toate capacele trebuie să fie rezistente la apă, iar numerele capacelor trebuie să se potrivească.
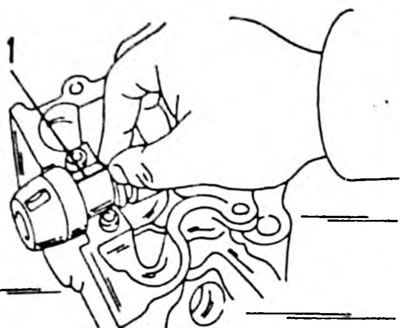
Desen 305. Aplicați o bandă de plastic (1) în direcția indicată pe suportul rulmentului
- Doborâți cu grijă capacele și introduceți șuruburile. Strângeți șuruburile de la mijloc spre exterior cu un cuplu de strângere de 18 Nm. După aceasta, arborele de distribuție nu poate fi rotit.
- Deșurubați din nou capacele rulmentului și verificați imediat dacă a mai rămas un fir de păr de PLASTIGAGE pe capac. În caz contrar, se lipește și de rulmentul.
- Folosind șablonul furnizat împreună cu PLASTIGAGE, măsurați lățimea părului de plastic comprimat în punctul cel mai lat (Desen 306). Caracterizează jocul minim al rulmentului. Dacă jocul este mai mare de 0,10 mm, chiulasa și/sau arborele cu came trebuie înlocuite pentru a aduce jocul în toleranță.
Desen 306. Măsurarea lățimii unui păr PLASTIGAGE zdrobit pentru a determina jocul lagărului.
- Pentru a măsura jocul axial al arborilor cu came, curățați orificiile lagărelor din chiulasă și capacele rulmentului și instalați arborele cu came în conformitate cu descrierea de mai sus. Strângeți șuruburile capacului rulmentului în două sau trei treceri.
- Instalați indicatorul cadran așa cum se arată în Figura 307 și mutați arborele cu came în ambele direcții, luând citiri de la instrument. Valoarea rezultată este jocul axial al arborelui, care nu trebuie să depășească 0,25 mm. Dacă există mai mult joc, arborele cu came trebuie înlocuit. Uneori, ambele părți sunt supuse uzurii.
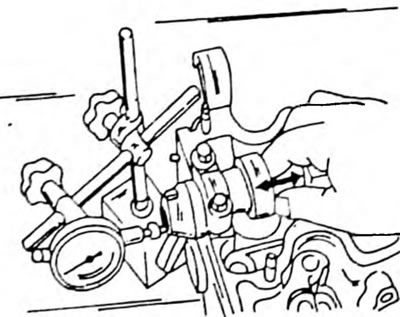
Desen 307. Măsurarea jocului axial al arborelui cu came
Curea dințată și roți dințate
O centură cu dinți rupti trebuie cu siguranță înlocuită. Alte defecte includ fisuri, uzura laterală sau rotunjirea unora sau a tuturor dinților. În acest caz, trebuie verificați și dinții roților dințate. Țineți întinzătorul curelei cu o mână și rotiți scripetele cu cealaltă mână. Frecarea la întoarcerea rolei necesită înlocuirea dispozitivului de pretensionare a curelei. Arcul de retur al întinzătorului trebuie să aibă o anumită lungime. În acest caz, lungimea este măsurată între părțile interioare ale cârligelor cu arc, așa cum se arată în Figura 205. Dacă arcul devine mai scurt de 51,93 mm, instalați un nou arc.
Tachete de supapă
Măsurați diametrul interior al găurilor pentru împingătoarele din chiulasă și diametrul exterior al împingătoarelor. În acest scop, trebuie să fie disponibile micrometre interne și obișnuite. Diferența nu trebuie să fie mai mare de 0,10 lam. În caz contrar, împingătoarele trebuie înlocuite, iar în cel mai rău caz, chiulasa.