
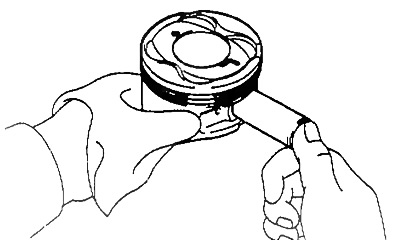
а) Скребком видаліть нагар та інші вуглецеві відкладення з днища поршня.
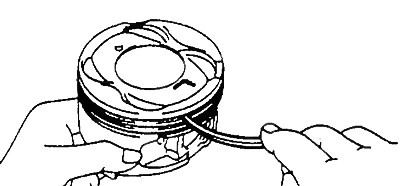
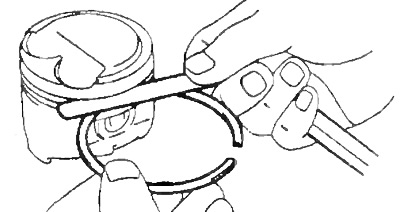
б) Очистіть канавки поршня від відкладень шматком зламаного кільця.
в) Розчинником та м'якою волосяною щіткою остаточно очистіть поршень.
Примітка: не застосовуйте металеву щітку.
2. Перевірте поршень та поршневі кільця.
А. Перевірте зазор між поршнем та циліндром.
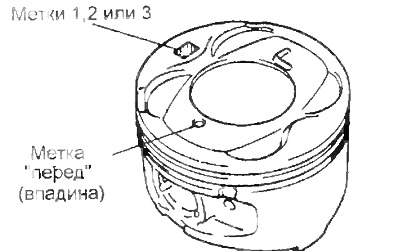
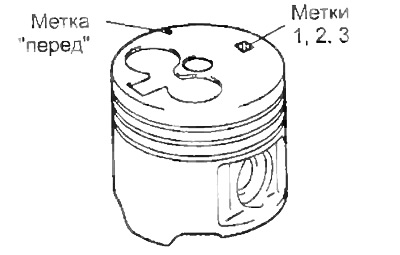
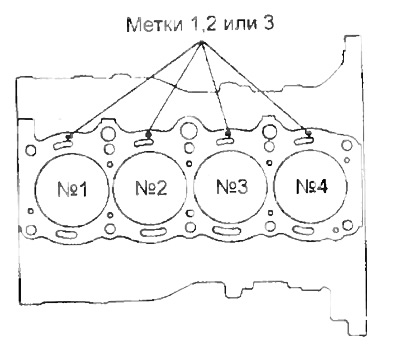
Примітка: є три розмірні групи номінального діаметра поршня, позначені мітками (цифрами) "7", "2" та "3" відповідно. Мітка нанесена на днище поршня з краю у напрямку перпендикулярному до осі поршневого пальця або на днище поршня в центрі. Зверніть увагу на мітку (виїмку) "перед", якою поршень повинен встановлюватися в циліндр.
3S-FE, 4S-FE
3C-T
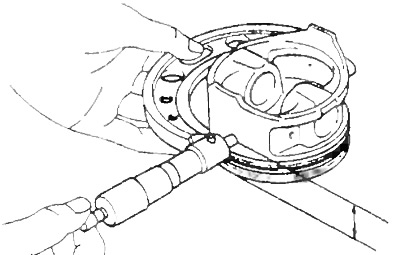
а) Мікрометром виміряйте діаметр спідниці поршня на відстані 25 мм від поверхні днища поршня (нижче рівня канавок для поршневих кілець) і в напрямку перпендикулярному осі поршневого пальця, як показано на малюнку.
Номінальний діаметр поршня:
3S-FE:
- мітка "1" - 85,865 - 85,875 мм
- мітка "2" - 85,875 - 85,885 мм
- мітка "3" - 85,885 - 85,895 мм
- ремонтний (0,50) - 86.365 - 86,395 мм
4S-FE:
- мітка "1" - 82,437 - 82.447 мм
- мітка "2" - 82,447 - 82,457 мм
- мітка "3" - 82,457 - 82,467 мм
- ремонтний (0,50) - 82 937 - 82,967мм
- ремонтний (0,75) - 83,187 - 83,217 мм
ЗС-Т:
Номінальний діаметр:
- мітка "1" - 86,00 - 86,01 мм
- мітка "2" - 86.01 - 86,02 мм
- мітка "3" - 86,02 - 86.03 мм
Максимальний діаметр:
- номінальний - 86,23 мм
- ремонтний (0,50) - 86,73 мм
б) Виміряйте діаметри циліндрів у напрямку осі двигуна.
в) Знайдіть різницю результатів вимірювань діаметра поршня та діаметра циліндра.
Зазор між циліндром та поршнем:
3S-FE:
- номінальний - 0,125 - 0,145 мм
- максимальний - 0.165 мм
4S-FE:
- номінальний - 0,053 - 0,073 мм
- максимальний - 0,12 мм
ЗС-Т:
- номінальний - 0,112 - 0,132 мм
- максимальний - 0,182 мм
Якщо зазор більший за максимальний, замініть всі чотири поршні і розточіть всі чотири циліндри. За потреби замініть блок циліндрів.
Примітка: при використанні нового блоку циліндрів застосовуйте поршень з тією самою міткою (номером), що діаметр циліндра. Маркування діаметра циліндра нанесено на блоці циліндрів у місцях, показаних на малюнку.
Б. Перевірте торцевий зазор "компресійне кільце - поршнева канавка", вимірявши його плоским щупом, як показано на малюнку.
Номінальний зазор:
Компресійне кільце №1:
- 3S-FE, 4S-FE - 0,040 - 0,080 мм
- ЗС-Т - 0,047 - 0,111 мм
Компресійне кільце №2:
- 3S-FE, 4S-FE - 0,030 - 0,070 мм
- ЗС-Т - 0,050 - 0,090 мм
Олійне кільце:
- ЗС-Т - 0,030-0,070 мм
Якщо зазор більше допустимого, замініть поршень.
В. Перевірте зазор у замку поршневого кільця.
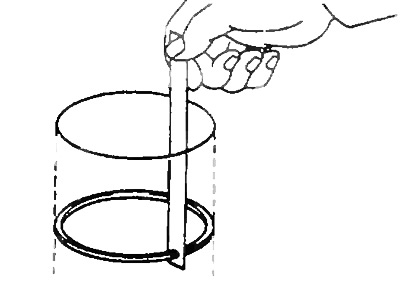
а) Вставте поршневе кільце в циліндр.
б) Поршнем проштовхніть кільце на відстань 110 мм від поверхні блоку циліндрів, як показано на малюнку.
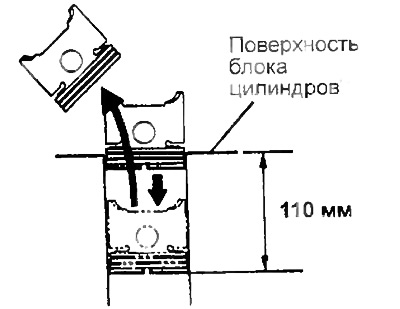
в) Плоским щупом виміряйте зазор у замку.
3S-FE, 4S-FE:
Номінальний зазор:
- компресійне кільце №1 - 0,27 - 0,50 мм
- компресійне кільце №2 - 0, 27 - 0,51 мм
- маслознімне кільце (по скребках) - 0,20 - 0,550 мм
Максимальний зазор:
- компресійне кільце №1 - 1,10 мм
- компресійне кільце №2 - 1,2 мм
- маслознімне кільце (по скребках) - 1,15 мм
ЗС-Т:
Номінальний зазор:
- компресійне кільце №1 - 0,27 - 0,49 мм
- компресійне кільце №2 - 0,35 - 0,62 мм
- олійне кільце (по скребках) - 0,20 - 0,52 мм
Максимальний зазор:
- компресійне кільце №1 - 1.29 мм
- компресійне кільце №2 - 1,42 мм
- олійне кільце (по скребках) - 1,32 мм
Якщо зазор у замку більший за максимальний, замініть поршневе кільце. Якщо зазор у замку більший за максимальний навіть з новим поршневим кільцем, розточіть усі циліндри або замініть блок циліндрів.
Г. Перевірте поршневий палець.
При нагрітому поршні до 60°С поршневий палець повинен переміщатися в поршні, без значних зусиль.
Після перевірки зніміть поршневий палець.
3. Перевірте співвісність шатуна.
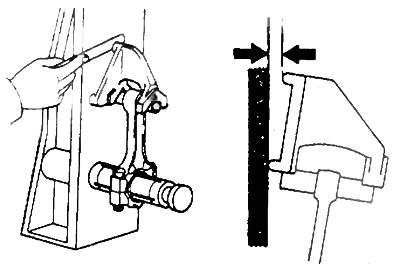
А. Використовуючи спеціальний пристрій і плоский щуп, перевірте вигин шатуна, як показано на малюнку. Максимально допустимий згин на 100 мм довжини 0,05 мм
Якщо скручування більше допустимого, замініть шатун разом із кришкою шатуна.
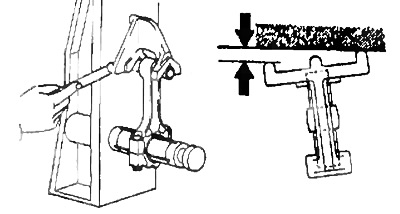
Аналогічно перевірте скручування шатуна, як показано на малюнку.
Максимальне скручування на 100 мм довжини - 0,15 мм
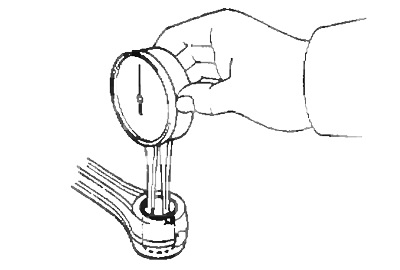
Б. Перевірте зазор між поршневим пальцем та отвором верхньої головки шатена.
а) Нутромір, виміряйте внутрішній діаметр втулки верхньої головки шатуна.
Внутрішній діаметр втулки:
- 3S-FE - 22,005 -22,017 мм
- 4S-FE - 20,013 - 20,025 мм
- ЗС-Т - 27,011-27,023 мм
б) Використовуючи мікрометр, виміряйте діаметр поршневого пальця.
Діаметр поршневого пальця:
- 3S-FE - 21,997 - 22,009 мм
- 4S-FE - 20,004 - 20,016 мм
- ЗС-Т - 27,000 -27,012 мм
в) Відніміть вимірюване значення діаметра поршневого пальця від вимірюваного значення внутрішнього діаметра втулки.
Номінальний масляний зазор:
- 3S-FE, 4S-FE - 0,005 -0,011 мм
- ЗС-Т - 0,007 - 0,015 мм
Максимальний олійний зазор: 0,05 мм
Якщо зазор більший, ніж максимально допустимий, замініть втулку. Якщо необхідно, замініть поршень та поршневий палець у зборі.
C. Якщо необхідно, замініть верхню головку шатуна.
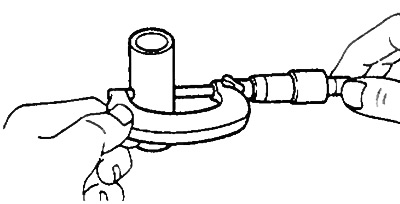
а) Використовуючи оправлення та прес, випресуйте втулку з верхньої головки шатуна.
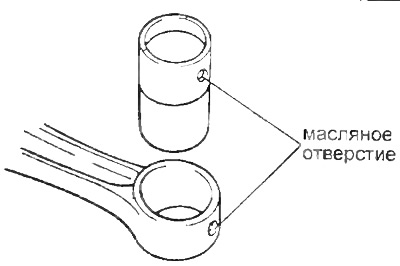
б) (3S-FE, 4S-FE) Поєднайте мастильні отвори нової втулки та шатуна та запресуйте втулку.

(3C-T)
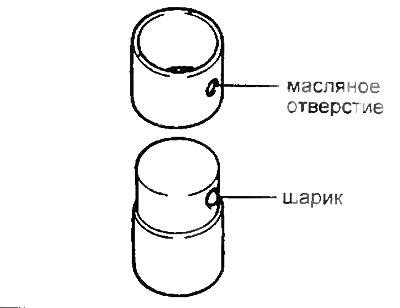
Встановіть втулку на спеціальний пристрій, зафіксувавши її кулькою в масляному (мастильному) отвори втулки.
Поєднайте мастильні отвори втулки та шатуна.
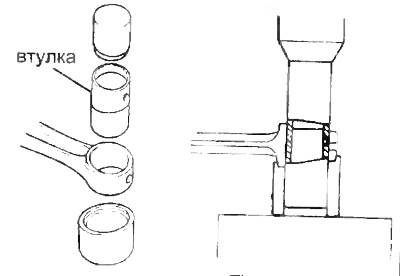
Використовуючи спеціальний пристрій і прес запресуйте втулку.
в) Виміряйте зазор поршневого пальця і, якщо необхідно, відшліфуйте або переточіть нову втулку до отримання номінального зазору.
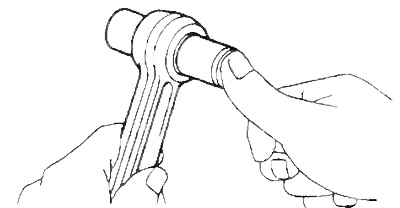
г) Перевірте роботу поршневого пальця за нормальної кімнатної температури. Нанесіть на поршневий палець моторне масло і натисніть на нього, як показано на малюнку. Палець має вільно пройти в отвір шатуна.
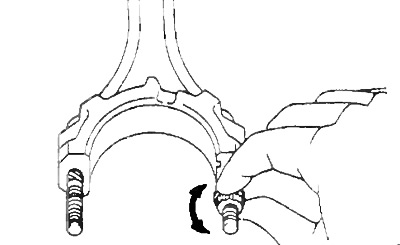
р. (3S-FE 4S-FE) Перевірте болти.
а) Наверніть гайку на кожен болт і переконайтеся, що гайка легко обертається рукою на всю довжину різьблення болта.
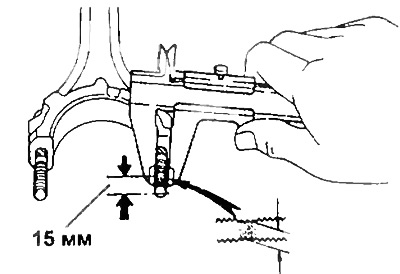
б) Якщо гайка не обертається рукою, виміряйте зовнішній діаметр різьблення болта штангенциркулем у зоні найбільшого зносу різьблення.
Стандартний діаметр:
- 3S-FE, 4S-FE - 7,860 - 8,000 мм
Мінімальний діаметр:
- 3S-FE, 4S-FE - 7,60 мм
Примітка: якщо таку зону важко виявити візуально, проводьте вимірювання на відстані 15 мм від кінця болта, як показано на малюнку.
Якщо зовнішній діаметр різьблення менший за мінімально допустимий, замініть шатунний болт і гайку як єдину складальну одиницю.