A) Odstráňte zvyšky tesnení z pracovných plôch bloku škrabkou, škrabkou, kovovou kefou.
b) Rozpúšťadlo a mäkká kefka nakoniec vyčistite blok valcov.
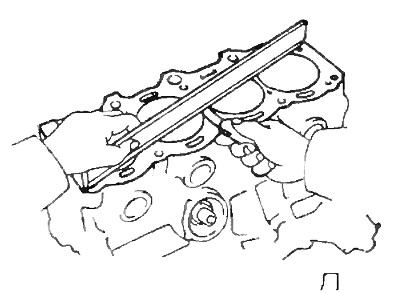
2. Skontrolujte rovinnosť povrchu plynového spoja bloku valcov pomocou presného pravítka a plochej sondy.
Maximálna nerovnosť:
- 3S-FE, 4S-FE - 0,05 mm
- ZS-T - 0,20 mm
Ak rovinnosť presiahne špecifikovanú hodnotu, vymeňte blok valca alebo ho prebrúste.
 |  |
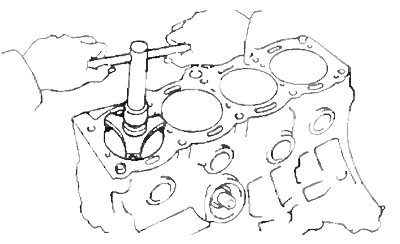
3. Skontrolujte zrkadlo valcov na prítomnosť zvislých škrabancov.
Ak sú hlboké škrabance, prebrúste blok valcov na veľkosť opravy alebo v prípade potreby vymeňte blok valcov.
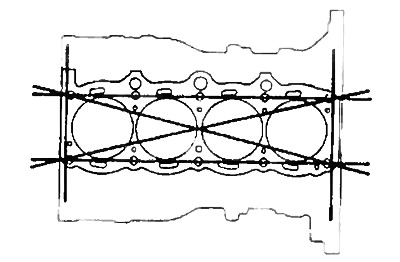
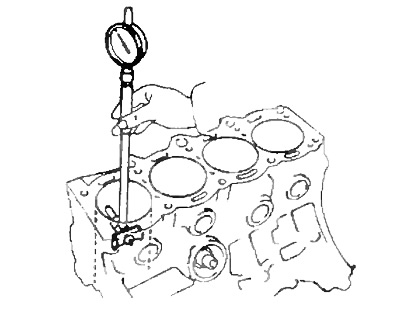
4. Skontrolujte priemer valca.
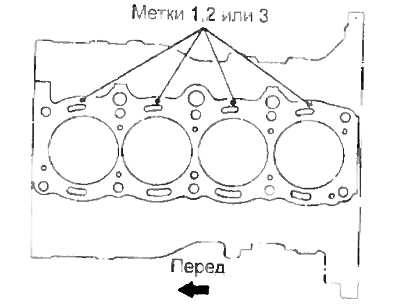
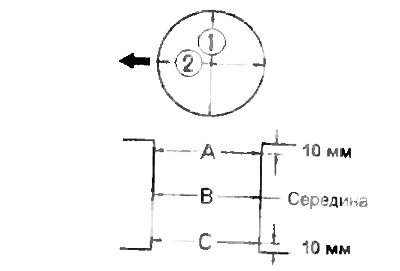
Poznámka: Existujú tri veľkostné skupiny štandardných priemerov valcov označené značkami "1", "2" A "3" resp. Značka sa aplikuje na povrch bloku valcov, ako je znázornené na obrázku.
Zmerajte priemer valca v troch úrovniach A, B a C v priečnom smere pomocou meradla (1) a pozdĺžne (2) smeroch, ako je znázornené na obrázku.
3S-FE:
Menovitý priemer:
- štítok "1" - 86 000 - 86 010 mm
- štítok "2" — 86,010 - 86,020 mm
- štítok "3" — 86,020 - 86,030 mm
Maximálny priemer:
- nominálna - 86,23 mm
- oprava (0,50) - 86,73 mm
4S-FE:
Menovitý priemer:
- štítok "1 - 82,500 -82,510 mm
- štítok "2 - 82,510 - 82,520 mm
- štítok "3" - 82,520 - 82,530 mm
Maximálny priemer - 82,73 mm
ZS-T:
Menovitý priemer:
- štítok "1" - 86,00 - 86,01 mm
- štítok "2" - 86,01 - 86,02 mm
- štítok "3" - 86,02 - 86,03 mm
Maximálny priemer:
- nominálna - 86,23 mm
- oprava (0,50) - 86,73 mm
Ak je priemer väčší ako maximálny povolený priemer, vyvŕtajte všetky štyri valce. V prípade potreby vymeňte blok valca.
 |  |
5. Ak je opotrebovanie menšie ako 0,2 mm, odstráňte hrebeň v hornej časti bloku valcov pomocou výstružníka.