A) Remove the remnants of gaskets from the working surfaces of the block with a scraper, scraper, metal brush.
b) Solvent and soft brush finally clean the cylinder block.
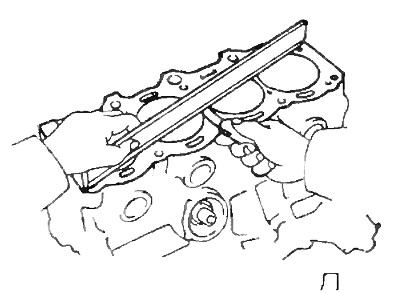
2. Check up a surface of a gas joint of the block of cylinders on a flatness by means of a precision ruler and a flat probe.
Maximum non-flatness:
- 3S-FE, 4S-FE - 0.05mm
- ZS-T - 0.20 mm
If the flatness exceeds the specified value, replace the cylinder block or grind it.
 |  |
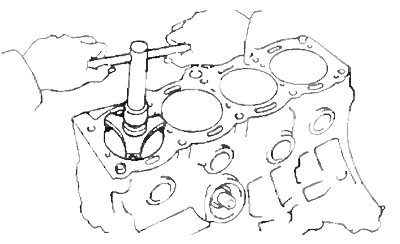
3. Check up a mirror of cylinders on presence of vertical scratches.
If there are deep scratches, then regrind the cylinder block to the repair size or replace the cylinder block, if necessary.
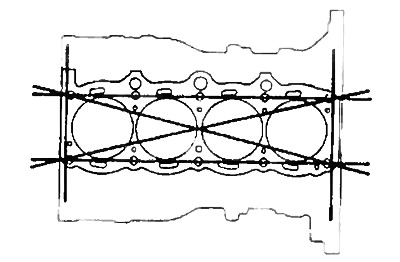
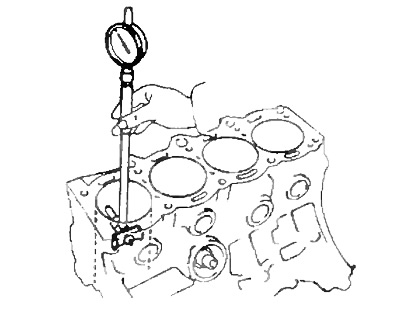
4. Check cylinder diameter.
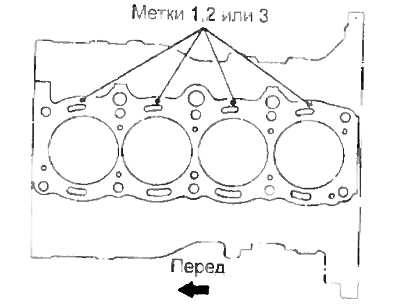
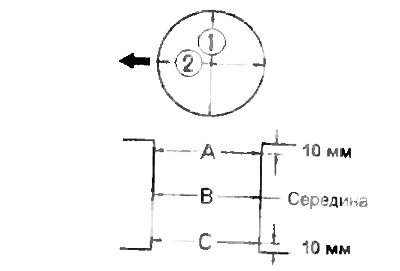
Note: there are three size groups of standard cylinder diameters marked with marks "1", "2" And "3" respectively. The mark is applied on the surface of the cylinder block, as shown in the figure.
Measure the diameter of the cylinder at three levels A, B and C in the transverse direction with an indicator-caliper (1) and longitudinal (2) directions as shown in the figure.
3S-FE:
Nominal diameter:
- label "1" - 86.000 -86.010 mm
- label "2" — 86.010 - 86.020 mm
- label "3" — 86.020 - 86.030 mm
Max Diameter:
- nominal - 86.23 mm
- repair (0,50) - 86.73 mm
4S-FE:
Nominal diameter:
- label "1 - 82.500 -82.510 mm
- label "2 - 82.510 - 82.520 mm
- label "3" - 82.520 - 82.530 mm
Maximum diameter - 82.73 mm
ZS-T:
Nominal diameter:
- label "1" - 86.00 - 86.01 mm
- label "2" - 86.01 - 86.02 mm
- label "3" - 86.02 - 86.03 mm
Max Diameter:
- nominal - 86.23 mm
- repair (0,50) - 86.73 mm
If the diameter is larger than the maximum allowable, bore all four cylinders. Replace the cylinder block if necessary.
 |  |
5. Remove the comb at the top of the cylinder block with a reamer if the wear is less than 0.2 mm.