
Пружини клапанів
Для бездоганного контролю пружин клапанів слід використовувати контрольну установку для перевірки пружин. Якщо її немає, пружину, що була у використанні, можна порівняти з новою пружиною. Для цього затиснути разом дві пружини один за одним у лещатах і повільно стягувати лещата. Якщо обидві пружини стискаються однаково, це ознакою того, що вони мають приблизно однакову напругу. Але якщо стара пружина стискається значно сильніше, ніж нова, то це є ознакою втоми та пружини повинні бути замінені в комплекті. Довжина пружини у вільному стані може бути виміряна штангенциркулем. Пружини повинні мати певну довжину, яка наведена у таблицях розмірів та регулювань. Встановити по черзі пружини на гладку поверхню (скляну пластину) так, щоб замкнутий виток знаходився з нижньої сторони. Встановити поруч із пружиною сталевий куточок. Виміряти зазор між пружинами і кут зверху (Мал. 46). Допуск є різним для кожного типу двигуна. При виході за допуск пружина має перекіс.
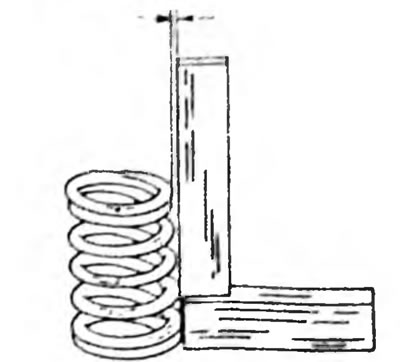
Рис.46. Перевірити перекіс пружин клапанів вказаним способом. Перекіс вимірюється між стрілками у верхній частині (в залежності від типу двигуна 2,0 або 2,5 мм)
Напрямні втулки клапанів
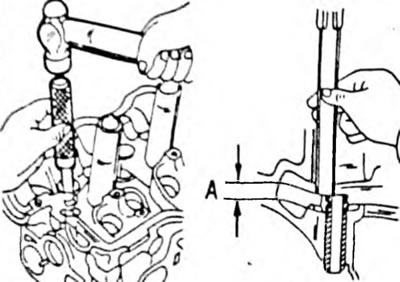
Очистити напрямні втулки протягуванням ганчірки через напрямні в обидві сторони, змоченої в бензині. Стрижні клапанів краще очищати дротяною щіткою, що обертається, вставивши її в патрон електродриля і тримаючи поруч з нею стрижень клапана. Вставити клапани по черзі в отвори. Для контролю люфтів стрижнів клапанів в отворах необхідно мати стрілочний індикатор та штангенциркуль:
- Виміряти стрілочним індикатором внутрішній діаметр напрямних втулок, як показано на рис. 47. Результат повинен бути в межах від 6,01 мм до 6,03 мм (на всіх двигунах).
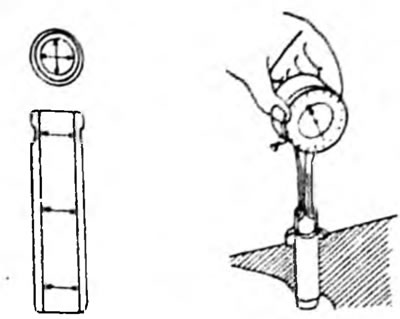
Мал. 47. Вимірювання діаметра напрямних втулок клапанів. У лівій частині рис. показано місця вимірювань
- Виміряти зовнішній діаметр стрижнів клапанів у трьох місцях та напрямках, вказаних на рис. 48. Номінальний зовнішній діаметр випускних клапанів становить 5965-5980 мм, а впускних клапанів 5970-5985 мм (на всіх двигунах).
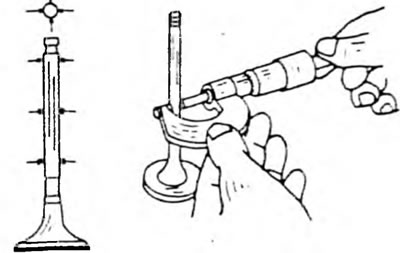
Мал. 48. Вимірювання діаметра стрижнем клапанів. Зліва показані місця вимірювання.
- Відняти діаметр стрижнів клапанів із внутрішнього діаметра напрямних втулок. Результат є люфтом стрижнів клапанів в отворах, який не повинен перевищувати 0,08 мм для впускних та 0,10 мм для випускних клапанів.
- Перед заміною напрямної втулки перевірити загальний стан головки циліндрів. Головки циліндрів з невеликими тріщинами між сідлами клапанів або між сідлом клапана і першим витком різьблення отвору свічки можуть бути знову встановлені і оброблені, якщо тріщини не ширші, ніж 0,5 мм. Перевірити також деформацію поверхні головки циліндрів, що буде описано нижче.
Щоб замінити напрямну втулку, вибити стару втулку з верхнього боку головки циліндрів. До зняття напрямних враховувати такі пункти:
- Розігріти головку циліндрів до 80-100°С і вибити стару напрямну втулку з верхньої сторони в камеру згоряння. Вибивання повинна мати на кінці виїмку, що відповідає внутрішньому діаметру напрямної втулки. Так мак направляюча втулка має вибиватися під кутом, головку циліндрів встановити, як показано на рис. 49.
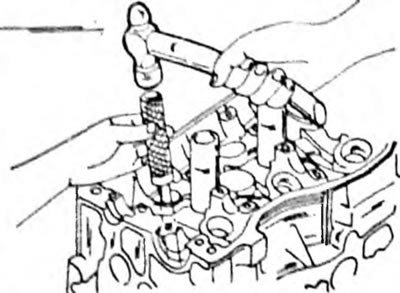
Мал. 49. Зніміть напрямну втулку клапана за допомогою спеціального інструменту.
- Виміряти за допомогою стрілочного індикатора внутрішній діаметр отвору головки циліндрів. При результаті вимірювання в межах від 11000 мм до 11027 мм може бути встановлена втулка з номінальним розміром зовнішнього діаметра. Якщо діаметр перевищує 11,027 мм, повинна встановлюватися напрямна втулка з підвищеним розміром зовнішнього діаметра. Це означає, що отвори під напрямні втулки мають бути розточені в майстерні. Не запресовувати отвори з підвищеним розміром зовнішнього діаметра. При заміні напрямних втулок клапанів також замінюються клапани і необхідно притерти сідла клапанів. Добре очистити внутрішні поверхні отворів, добре змастити нові напрямні та забити їх з боку розподільчого валу в головку циліндрів, розігріту до 100°С так, щоб верхній кінець виступав над верхньою поверхнею головки циліндрів на розмір, показаний на рис. 50 на двигуні 1,6 л 12,7-13,1 мм і на двигуні 2,0 л на 8,2-8,4 мм.
Рим. 50. Після запресування напрямної втулки клапана розмір А, вказаний стрілками, повинен відповідати значенням, вказаним у тексті
При заміні напрямної втулки клапана відфрезерувати сідло клапана. Якщо неможливе притирання сідел клапанів, не слід проводити заміну напрямних втулок.
Сідла клапанів
Перевірити знос сідел клапанів. Невеликі ознаки зношування можуть бути ліквідовані фрезою 45°. Але при великому зносі сідла клапанів фрезерувати заново. Задані кути показані на рис. 51. Ширина сідла відноситься до обох типів двигунів. Однак слід забезпечити кут для корекції висоти сідла клапана, тобто скористатися фрезою 60° (двигун 1,6 л) або 75° (двигун 2,0 л). Як згадувалося, при встановленні нових клапанів сідла клапанів можуть фрезеруватися начисто. Спочатку фрезерувати кут 45°і потім злегка обробити фрезою 30°і 60°або 75°верхній і нижній край сідла, щоб зменшити ширину сідла і відвести його в середину. Ширина робочої фаски сідла повинна бути 1,0 - 1,4 мм для впускних та випускних клапанів. Допрацьовані сідла потрібно притерти. Для цього нанести на поверхню сідла клапана шліфувальну пасту та вставити клапан у сідло. Встановити на клапані присос та повертати клапан у різні боки (Мал. 52). Після притирання ретельно очистити всі деталі від пасти та бруду та перевірити сідло клапана біля головки клапана та фаски сідла. Безперервне матове кільце характеризує ширину сідла клапана і має бути видно на обох деталях. Нанести олівцем кілька рисочок на "кільце" на головці клапана. Риси повинні бути нанесені по колу на відстані 1 мм. Після цього обережно опустити клапан у напрямну втулку та сідло і повернути клапан на 90°, з притисканням клапана (використовувати при цьому присос). Витягнути клапан і перевірити, чи пішли олівцеві штрихи з фаски. Якщо ширина сідел клапанів знаходиться в заданих допусках, головку можна знову встановлювати. В іншому випадку обробити сідла клапанів або замінити головку.
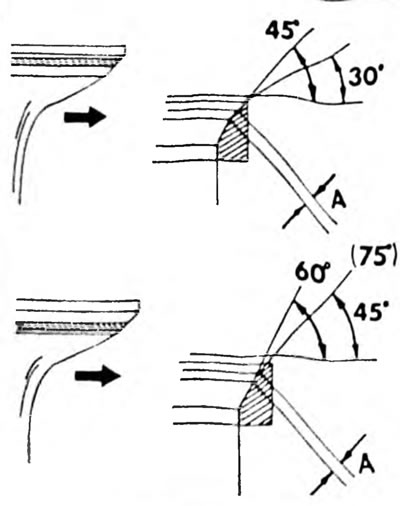
Мал. 51. Вимірювання сідел клапанів Кути 30°, 75° (двигуни 2.0 л) та 60° (двигуни 1,6 л) забезпечуються коригуючими фрезами. Розмір між стрілками є шириною робочої фаски сідла, однаковою для впускних та випускних клапанів.

Мал. 52. Притирання клапана
Клапани
Невеликі пошкодження поверхонь тарілок клапанів усунути притиранням клапанів у сідлах головки циліндрів, як було описано вище. Виміряти клапани за даними, наведеними в таблицях розмірів і регулювань, і замінити всі клапани, розміри яких виходять із допуску. При цьому слід звертати особливу увагу на довжину клапанів. Усі дані беруться з таблиць розмірів та регулювань. При довжині, меншій за мінімально допустиму, клапани замінити. Якщо кінці стрижнів клапанів мають зношування, вони можуть бути відшліфовані на шліфувальному верстаті, якщо тільки для корекції потрібно зняти не більше 0,50 мм матеріалу стрижня і на закінчення розміри будуть відповідати заданим допускам. Тарілка клапана може бути відшліфована на шліфувальному верстаті за умови, що розмір між стрілками (Мал. 53) ще становитиме 0,5 мм, якщо клапан ще можна встановлювати. Обробити на шліфувальному верстаті кут 44,5° (кут фаски тарілки клапана менше, ніж кут фаски сідла клапана).
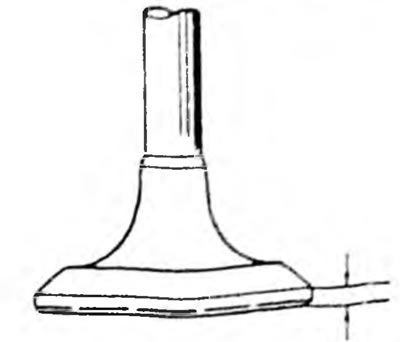
Мал. 53. Товщина краю головки клапана, яка не повинна бути меншою за мінімально допустимий розмір
Головка циліндрів
Ретельно очистити поверхні головки циліндрів та блоку циліндрів та перевірити перекіс поверхні головки циліндрів. Для цього накласти на головку лінійку (Мал. 54) за допомогою щупів визначити зазори вздовж, поперек та по діагоналі поверхні головки циліндрів. Якщо можна вставити щуп розміром більше 0,05 мм, головка циліндрів підлягає заміні. Такий контроль слід провести і для поверхні, на яку встановлюється колектор. Тут також припустимий зазор 0,05 мм. На рис. 54 штриховими лініями показано, у яких напрямках повинні проводитися виміри. Ніде зазор не повинен перевищувати заданого максимального значення. Перекіс поверхонь, що контактують із колекторами, не повинен перевищувати 0.1 мм.
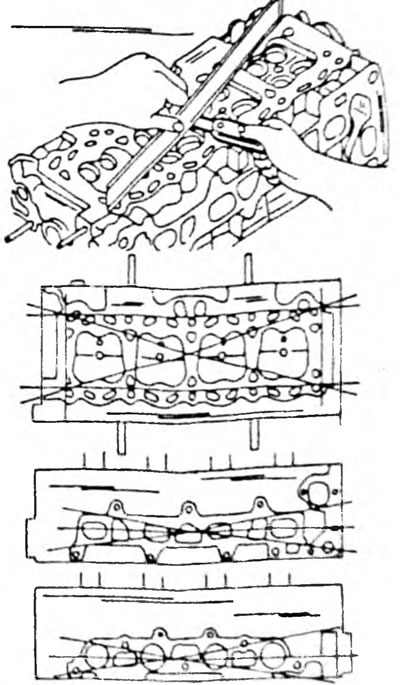
Мал. 54. Вимірювання поверхні головки циліндрів (зверху), поверхні установки впускного колектора (у середині) та встановлення випускного колектора (внизу).
Розподільчі вали
Вкласти розподільні вали цапфами крайніх підшипників у призми чи затиснути у центрах токарного верстата, як показано на рис. 55 і встановити стрілочний індикатор у однієї з середніх цапф. Повільно повертати розподільний вал та знімати показання індикатора. Якщо за один оберт відхилення стрілки складе більш ніж 0,04 мм (на всіх двигунах), розподільний вал необхідно замінити, оскільки його не можна виправити. Перевірити цілісність шийок підшипників та поверхні розподільних валів. За відсутності зовнішніх пошкоджень виміряти висоту кулачків та люфт підшипників:
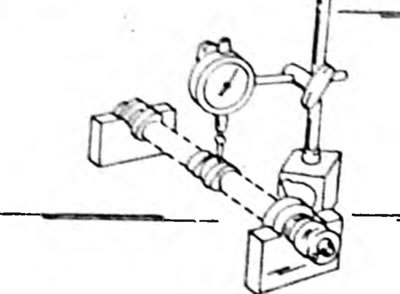
Рис.55. Вимір прогину розподільного валу
- Вимір висоти кулачків проводити мікрометром, зображеним на рис. 56. Задані розміри та межі зносу наведені у таблицях розмірів та регулювань.
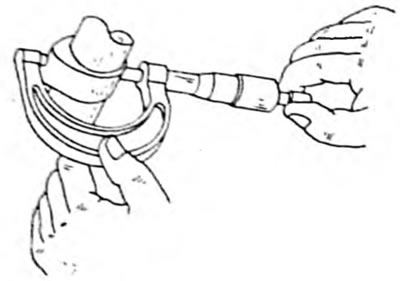
Мал. 56. Вимірювання висоти кулачків мікрометром
- До перевірки люфта підшипника перевірити відсутність відшарування металу підшипника або утворення тріщин. Якщо пошкоджені кришки, замініть кришки, розподільні вали та головку циліндрів.
- Очистити кришки підшипників та цапфи розподільних валів та розкласти кришки за номерами підшипників.
- Люфт підшипників вимірюється за допомогою пластмасового волоска PLASTIGAGE. Накласти волосинку на всю довжину цапф (Мал. 57) та по черзі встановлювати кришки. Стрілка на всіх кришках повинна бути спрямована вперед, а номери кришок повинні відповідати номерам підшипників.
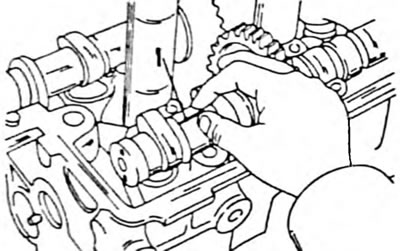
Мал. 57. Перевірка люфта підшипників за допомогою волоска PLASTIGAGE. накласти пластмасову волосину (1) у вказаному положенні на цапфи підшипників. Показано вимірювання двигуна 2.0 л.
- Обережно постукати кришками молотком і вставити болти. Затягнути болти у напрямку з середини назовні моментом затягування 13 Нм (двигун 4А-F/FE), або 19 Нм для двигуна 3S-FE. Не допускати помилок. Розподільний вал не можна повертати.
- Знову відвернути кришки підшипників і відразу ж перевірити, чи не залишився на кришці волосок PLASTIGAGE. В іншому випадку він прилипає також до цапф підшипників.
- Шаблоном з комплекту PLASTIGAGE виміряти ширину зім'ятого пластмасового волоска у найширшому місці (Мал. 58 або 59). Вона пропонує мінімальний люфт підшипника. При люфті більше 0,10 мм замінити головку циліндрів та/або розподільний вал.
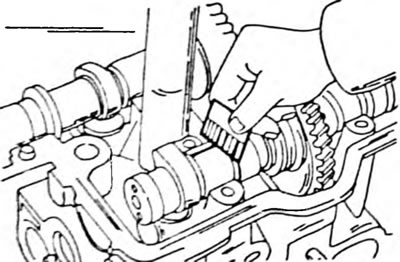
Мал. 58. Перевірка ширини зім'ятого волоска PLASTIGAGE. Показано вимірювання на двигуні 2,0 л
Мал. 59. Перевірка ширини зім'ятого волоска PLASTIGAGE. Показано вимірювання на двигуні 1,6 л
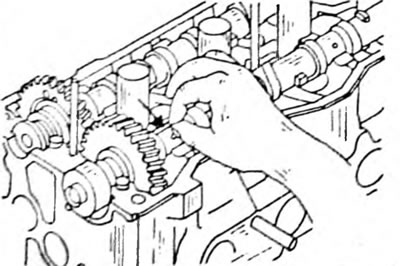
- Вимірювання осьового люфта розподільних валів здійснюється відповідно до вказівок, наведених у розділі розбирання (див. також Мал. 32). Якщо люфт перевищує 0,25 мм (визначається при розбиранні), замінити розподільний вал та/або головку циліндрів. На обох двигунах слід перевіряти люфт зачеплення обох зубчастих коліс розподільних валів. Для цього вкласти розподільний вал без вторинного зубчастого колеса та встановити стрілочний індикатор, як показано на рис. 60. Вказане колесо повертати в обидва боки та знімати показання стрілочного індикатора. Якщо люфт більше 0,30 мм, замініть розподільні вали.
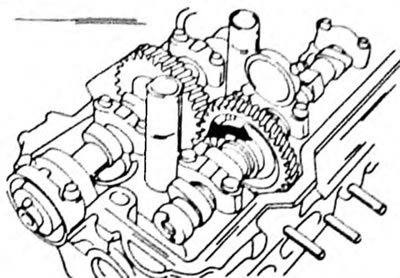
Мал. 60. Перевірка люфта зачеплення між обома зубчастими колесами, розподільних валів. На обох двигунах вимірювання проводяться однаково
Зубчастий ремінь та шестерні
Ремінь із зламаними зубцями обов'язково замінювати. Іншими дефектами є тріщини, потертості бічних сторін або закруглення деяких або всіх коліс. І тут слід перевірити також зубці зубчастих коліс. Притримуючи натягувач ременя однією рукою, іншою рукою повернути ролик. При заклинювання при повороті ролика замінити натягувач ременя. Поворотна пружина натяжного пристрою повинна мати певну довжину. При цьому довжина вимірюється між внутрішніми сторонами гаків пружини. На двигуні 1,6 л довжина пружини має становити 43,3 мм; на двигуні 2,0 л довжина пружини має становити 46,1 мм. Якщо пружина витягнулася, встановіть нову пружину.
Товкачі клапанів
Виміряти внутрішній діаметр отворів під штовхачі в головці циліндрів і зовнішній діаметр штовхачів. Для цього потрібно мати внутрішній та звичайний мікрометри. Різниця розмірів має становити не більше 0,10 мм (двигун 1,6 л), або 0,07 мм (двигун 2,0 л). В іншому випадку повинні бути замінені штовхачі, а в найгіршому випадку головка циліндрів.