
Клапанни пружини
За да се осигури перфектен контрол на пружините на клапаните, трябва да се използва тестер за пружини. Ако няма такъв, използваната пружина може да се сравни с нова пружина. За да направите това, затегнете една след друга две пружини в менгеме и бавно затегнете менгемето. Ако и двете пружини се свиват еднакво, това е знак, че имат приблизително еднакво напрежение. Но ако старата пружина се компресира значително повече от новата, това е признак на умора и пружините трябва да се сменят в комплект. Свободната дължина на пружината може да се измери с дебеломер. Пружините трябва да имат определена дължина, която е дадена в таблиците с размери и настройки. Поставете пружините една по една върху гладка повърхност (стъклена плоча) така че затвореният завой да е от долната страна. Поставете стоманен ъгъл до пружината. Измерете разстоянието между пружините и ъгъла в горната част (Фиг. 46). Толерансът е различен за всеки тип двигател. Когато толерансът бъде надвишен, пружината се изкривява.
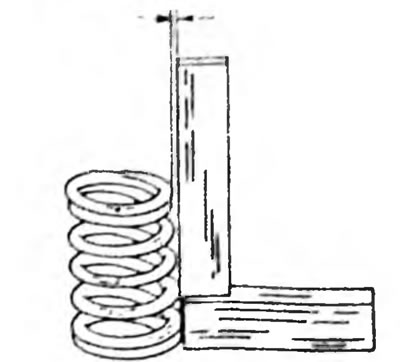
Фиг.46. Проверете разместването на пружините на клапана, като използвате определения метод. Изкривяването се измерва между стрелките в горната част (в зависимост от типа мотор 2.0 или 2.5 mm)
Водачи на клапани
Почистете водещите втулки, като издърпате парцал, напоен с бензин през водачите в двете посоки. Най-добре е да почиствате стеблата на клапаните с въртяща се телена четка, като я поставите в патронника на електрическа бормашина и държите стеблото на клапана близо до нея. Поставете вентилите един по един в дупките. За да контролирате хлабината на стеблото на клапана в дупките, трябва да имате индикатор за циферблат и шублер:
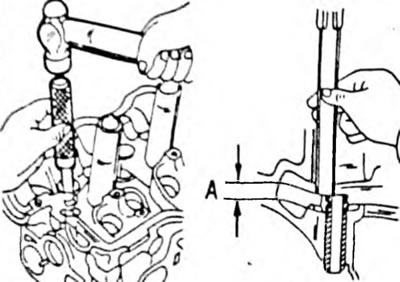
- Измерете вътрешния диаметър на водещите втулки с циферблатен индикатор, както е показано на фиг. 47. Резултатът трябва да е между 6,01 mm и 6,03 mm (на всички двигатели).
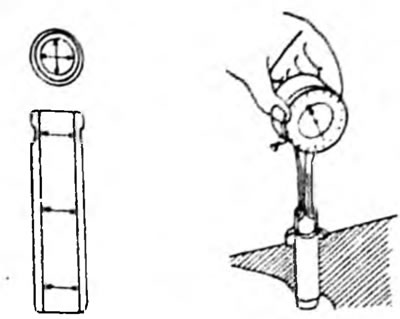
Фиг. 47. Измерване на диаметъра на водачи на клапани. От лявата страна на фиг. са показани местата за измерване
- Измерете външния диаметър на стъблата на клапаните в трите места и посоки, показани на фиг. 48. Номиналният външен диаметър на изпускателните клапани е 5,965 - 5,980 mm, а номиналният външен диаметър на всмукателните клапани е 5,970 - 5,985 mm (на всички двигатели).
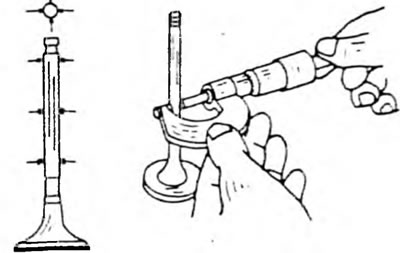
Фиг. 48. Измерване на диаметъра на стеблото на клапана. Местата за измерване са показани вляво.
- Извадете диаметъра на стъблата на клапана от вътрешния диаметър на водещите втулки. Резултатът е луфт на стеблото на клапана в отворите, който не трябва да надвишава 0,08 мм за всмукателните клапани и 0,10 мм за изпускателните клапани.
- Преди да смените водещата втулка, проверете общото състояние на главата на цилиндъра. Цилиндровите глави с малки пукнатини между леглата на клапана или между леглото на клапана и първата резба на отвора на запалителната свещ могат да бъдат монтирани отново и доработени, стига пукнатините да не са по-широки от 0,5 мм. Проверете също така деформацията на повърхността на главата на цилиндъра, която ще бъде описана по-долу.
За да смените водещата втулка, избийте старата втулка от горната страна на главата на цилиндъра. Преди да премахнете водачите, помислете за следните точки:
- Загрейте главата на цилиндъра до 80-100 C и избийте старата направляваща втулка от горната страна в горивната камера. Наклонът трябва да има вдлъбнатина в края, която да съответства на вътрешния диаметър на водещата втулка. Така че маковата направляваща втулка трябва да бъде избита под ъгъл, монтирайте главата на цилиндъра, както е показано на фиг. 49.
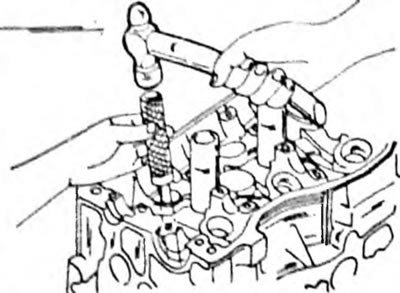
Фиг. 49. Премахване на водача на клапана с помощта на специален инструмент.
- С помощта на индикатор за циферблат измерете вътрешния диаметър на отвора в главата на цилиндъра. Ако резултатът от измерването е между 11 000 mm и 11 027 mm, може да се монтира втулка с номинален външен диаметър. Ако диаметърът надвишава 11,027 mm, трябва да се монтира водеща втулка с увеличен външен диаметър. Това означава, че отворите за водещите втулки трябва да се пробият в сервиза. Не натискайте в отвори с по-голям външен диаметър. При смяна на водачи на клапани, клапаните също се сменят и леглата на клапаните трябва да се шлифоват. Почистете добре вътрешните повърхности на отворите, смажете добре новите водачи и ги забийте от страната на разпределителния вал в главата на цилиндъра, загрята до 100°C, така че горният край да стърчи над горната повърхност на главата на цилиндъра с посочения размер на фиг. 50, на 1,6 литров двигател 12,7-13,1 мм и на 2,0 литров двигател 8,2-8,4 мм.
Рим. 50. След натискане на водача на клапана, размер А, обозначен със стрелки, трябва да съответства на стойностите, посочени в текста
Когато сменяте водача на клапана, фрезовайте леглото на клапана. Ако леглата на клапаните не могат да се шлифоват, водещите втулки не трябва да се сменят.
Седла клапани
Проверете леглата на клапаните за износване. Малки следи от износване могат да бъдат отстранени с нож под ъгъл 45°. Но ако има значително износване, леглата на клапаните трябва да се фрезоват отново. Посочените ъгли са показани на фиг. 51. Ширината на седалката се отнася и за двата типа двигатели. Трябва обаче да се предвиди ъгъл, за да се коригира височината на леглото на клапана, т.е. трябва да се използва 60°нож (1.6 л двигател) или 75° (2.0 л двигател). Както споменахме, при инсталиране на нови клапани леглата на клапаните могат да бъдат фрезовани. Първо фрезовайте под ъгъл от 45°и след това леко използвайте 30°и 60°или 75°фрезо върху горния и долния ръб на седлото, за да намалите ширината на седлото и да го поставите в средата. Ширината на работната фаска на седлото трябва да бъде 1,0-1,4 mm за всмукателни и изпускателни клапани. Модифицираните седалки трябва да бъдат шлифовани. За да направите това, нанесете шлифовъчна паста върху повърхността на леглото на клапана и поставете клапана в леглото. Поставете вендуза на вентила и завъртете вентила в различни посоки (Фиг. 52). След шлайфане почистете старателно всички части от паста и мръсотия и проверете леглото на клапана при главата на клапана и фаската на леглото. Непрекъснатият матиран пръстен характеризира ширината на леглото на клапана и трябва да се вижда и от двете части. Начертайте няколко линии върху "пръстен" на главата на клапана. Линиите трябва да бъдат начертани в кръг на разстояние 1 mm. След това внимателно спуснете клапана във водещата втулка и седлото и завъртете клапана на 90°, като натиснете клапана (използвайте вендуза). Издърпайте вентила и проверете дали следите от молив са премахнати от фаската. Ако ширината на леглата на клапаните е в рамките на определените допуски, главата може да бъде монтирана отново. В противен случай обработете леглата на клапаните или сменете главата.
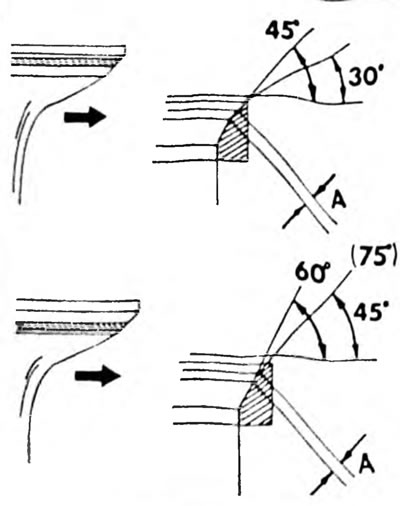
Фиг. 51. Измервания на леглото на клапана Ъгли 30°,75° (2.0 л двигатели) и 60° (1.6 л двигатели) са снабдени с коригиращи фрези. Размерът между стрелките е ширината на фаската на работното седло, еднаква за всмукателните и изпускателните клапани.

Фиг. 52. Прилепване на клапани
Клапани
Незначителните повреди по повърхностите на плочите на клапаните могат да бъдат елиминирани чрез шлифоване на клапаните в гнездата на главата на цилиндъра, както е описано по-горе. Измерете вентилите според данните, дадени в таблиците за размери и настройки, и сменете всички клапани, чиито размери са извън допустимите граници. В този случай трябва да се обърне специално внимание на дължината на клапаните. Всички данни са взети от таблици с размери и настройки. Ако дължината е по-малка от минимално допустимата, сменете клапаните. Ако краищата на стеблата на клапаните са износени, те могат да бъдат шлифовани на мелница, стига корекцията да изисква отстраняване на не повече от 0,50 mm материал на стеблото и получените размери са в рамките на определените допуски. Вентилният диск може да се шлайфа на мелница, при условие че размерът между стрелките (фиг. 53) все още ще бъде 0,5 мм, ако вентилът все още може да се монтира. Смелете ъгъл 44,5 на шлифовъчна машина" (Ъгълът на скосяване на плочата на клапана е по-малък от ъгъла на скосяване на леглото на клапана).
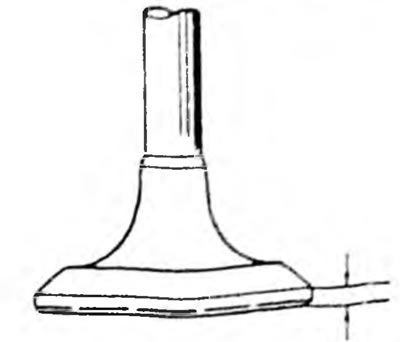
Фиг. 53. Дебелината на ръба на главата на клапана, която не трябва да бъде по-малка от минимално допустимия размер
Цилиндрична глава
Почистете добре повърхностите на главата на цилиндъра и блока на цилиндъра и проверете за разместване на повърхността на главата на цилиндъра. За да направите това, поставете владетел на главата (фиг. 54) С помощта на измервателни уреди определете празнините по протежение, напречно и диагонално на повърхността на главата на цилиндъра. Ако може да се постави щуп, по-голям от 0,05 mm, главата на цилиндъра трябва да се смени. Същият контрол трябва да се извърши и за повърхността, върху която е монтиран колектора. Тук също допустимата междина е 0,05 mm. На фиг. 54 пунктирани линии показват в кои посоки трябва да се направят измерванията. Никъде разликата не трябва да надвишава определената максимална стойност. Разминаването на повърхностите в контакт с колекторите не трябва да надвишава 0,1 mm.
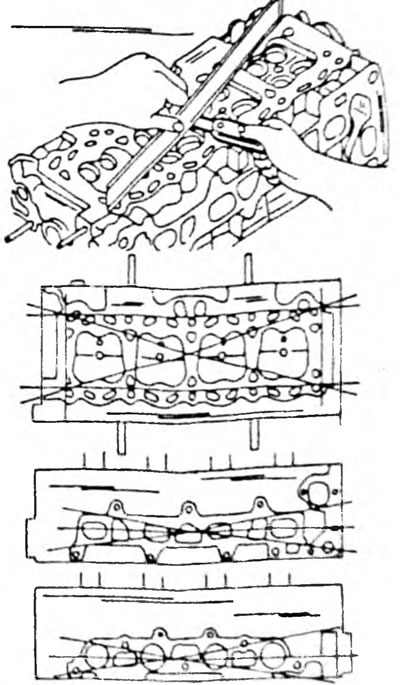
Фиг. 54. Измервания на повърхността на главата на цилиндъра (по-горе), монтажни повърхности на всмукателния колектор (по средата) и монтаж на изпускателен колектор (на дъното).
Разпределителни валове
Поставете разпределителните валове с шийките на външните лагери в призмите или ги затегнете в центровете на струга, както е показано на фиг. 55 и монтирайте циферблатен индикатор на една от средните оси. Бавно завъртете разпределителния вал и вземете показанията на индикатора. Ако по време на един оборот отклонението на иглата е повече от 0,04 mm (на всички двигатели), разпределителният вал трябва да бъде сменен, тъй като не може да бъде фиксиран. Проверете целостта на лагерните шийки и повърхностите на разпределителния вал. Ако няма външни повреди, измерете височината на гърбиците и хлабината на лагерите:
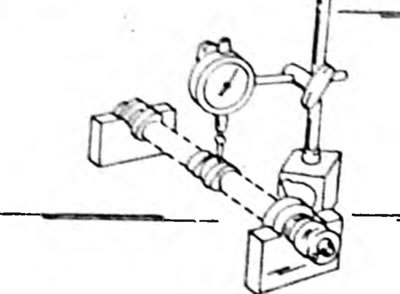
Фиг.55. Измерване на деформация на разпределителния вал
- Измерете височината на гърбиците с помощта на микрометър, показан на фиг. 56. Посочените размери и граници на износване са дадени в таблиците с размери и настройки.
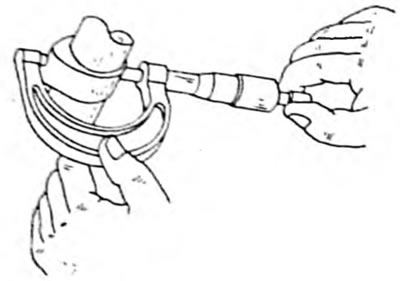
Фиг. 56. Измерване на височината на гърбиците с микрометър
- Преди да проверите хлабината на лагера, проверете за отлепване или напукване на метала на лагера. Ако капаците са повредени, сменете капаците, разпределителните валове и цилиндровите глави.
- Почистете капачките на лагерите и шийките на разпределителния вал и подредете капачките според номерата на лагерите.
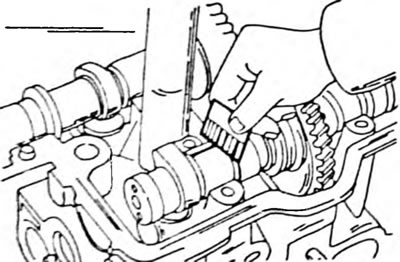
- Луфтът на лагера се измерва с помощта на пластмасов косъм PLASTIGAGE. Поставете косъм по цялата дължина на шиповете (Фиг. 57) и монтирайте капаците един по един. Стрелката на всички капачки трябва да сочи напред и номерата на капачките трябва да съвпадат с номерата на лагерите.
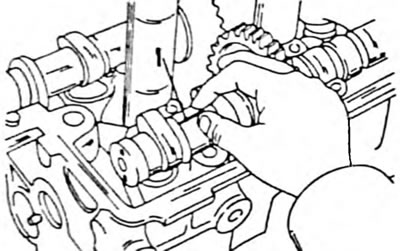
Фиг. 57. Проверка на хлабината на лагера с помощта на коса PLASTIGAGE. нанесете пластмасова коса (1) в посоченото място на лагерните шийки. Измерването е показано на 2.0L двигател.
- Внимателно почукайте капаците с чук и поставете болтовете. Затегнете болтовете от средата навън до момент на затягане от 13 Nm (двигател 4A-F/FE), или 19 Nm за двигателя 3S-FE. Не правете грешки. Разпределителният вал не трябва да се върти.
- Развийте отново капачките на лагерите и незабавно проверете дали върху капачката е останал косъм PLASTIGAGE. Иначе залепва и за лагерните шийки.
- С помощта на шаблона от комплекта PLASTIGAGE измерете ширината на намачканата пластмасова коса в най-широката точка (Фиг. 58 или 59). Дава минимална хлабина на лагера. Ако хлабината е повече от 0,10 мм, сменете главата на цилиндъра и/или разпределителния вал.
Фиг. 58. Проверка на ширината на намачканата коса PLASTIGAGE. Измерването е показано на двигател 2,0 L
Фиг. 59. Проверка на ширината на смачканата коса PLASTIGAGE Измерването е показано на двигател 1,6 l
- Измерването на аксиалната хлабина на разпределителните валове се извършва в съответствие с инструкциите, дадени в главата за разглобяване (виж също фиг. 32). Ако луфтът надвишава 0,25 мм (определя се по време на разглобяването), сменете разпределителния вал и/или главата на цилиндъра. И на двата двигателя трябва да се провери хлабината на зацепване на двете зъбни колела на разпределителния вал. За да направите това, поставете разпределителния вал без вторичната предавка и монтирайте индикатора, както е показано на фиг. 60. Завъртете указаното колело в двете посоки и вземете показания от циферблатния индикатор. Ако хлабината е по-голяма от 0,30 mm, сменете разпределителните валове.
Фиг. 60. Проверка на хлабината между зъбните колела и разпределителните валове. Измерванията се извършват еднакво и на двата двигателя
Зъбен ремък и зъбни колела
Ремък със счупени зъби трябва да се смени. Други дефекти включват пукнатини, драскотини по страните или заобляне на някои или всички колела. В този случай трябва да се проверят и зъбите на зъбните колела. Хванете обтегача на ремъка с една ръка и завъртете шайбата с другата ръка. Ако възникне задръстване при завъртане на ролката, сменете обтегача на ремъка. Възвратната пружина на обтегача трябва да има определена дължина. В този случай дължината се измерва между вътрешните страни на пружинните куки. При 1,6-литров двигател дължината на пружината трябва да бъде 43,3 mm; на 2.0L двигател дължината на пружината трябва да бъде 46.1 mm. Ако пружината е опъната, поставете нова пружина.
Клапани за клапани
Измерете вътрешния диаметър на отворите за тласкачите в главата на цилиндъра и външния диаметър на тласкачите. За да направите това, трябва да имате вътрешен и обикновен микрометър. Разликата в размера трябва да бъде не повече от 0,10 mm (1.6 л двигател), или 0,07 мм (2.0 л двигател). В противен случай трябва да се сменят тласкачите, а в най-лошия случай и главата на цилиндъра.