
Arcuri de supape
Pentru a asigura controlul perfect al arcurilor supapelor, trebuie utilizat un tester de arc. Dacă nu există, arcul folosit poate fi comparat cu un arc nou. Pentru a face acest lucru, prindeți două arcuri unul după altul într-o menghină și strângeți încet menghina. Dacă ambele arcuri se comprimă în mod egal, acesta este un semn că au aproximativ aceeași tensiune. Dar dacă arcul vechi se comprimă semnificativ mai mult decât cel nou, atunci acesta este un semn de oboseală și arcurile trebuie înlocuite ca un set. Lungimea liberă a arcului poate fi măsurată cu un șubler. Arcurile trebuie să aibă o anumită lungime, care este dată în tabelele de mărimi și ajustări. Așezați arcurile pe rând pe o suprafață netedă (farfurie de sticla) astfel încât virajul închis să fie pe partea inferioară. Așezați un colț de oțel lângă arc. Măsurați distanța dintre arcuri și unghiul din partea de sus (Desen 46). Toleranța este diferită pentru fiecare tip de motor. Când toleranța este depășită, arcul devine înclinat.
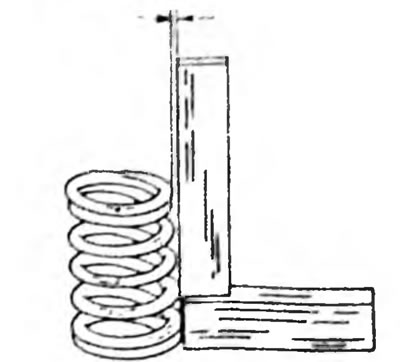
Desen 46. Verificați alinierea greșită a arcurilor supapei folosind metoda specificată. Deformarea este măsurată între săgețile din partea de sus (în funcție de tipul de motor 2,0 sau 2,5 mm)
Ghidajele supapelor
Curățați bucșele de ghidare trăgând o cârpă înmuiată în benzină prin ghidaje în ambele direcții. Cel mai bine este să curățați tijele supapelor cu o perie de sârmă rotativă, introducând-o în mandrina unui burghiu electric și ținând tija supapei aproape de ea. Introduceți supapele unul câte unul în găuri. Pentru a controla jocul tijei supapei în găuri, trebuie să aveți un comparator și un etrier:
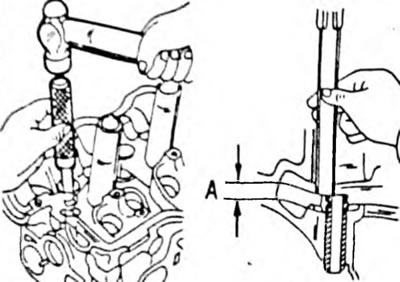
- Măsurați diametrul interior al bucșelor de ghidare cu un comparator, așa cum se arată în Desen 47. Rezultatul ar trebui să fie între 6,01 mm și 6,03 mm (pe toate motoarele).
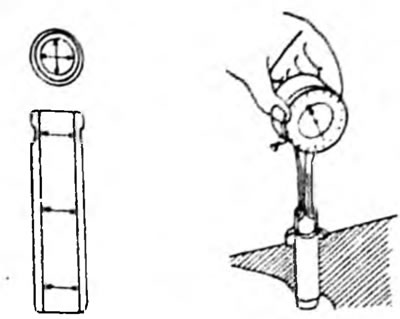
Desen 47. Măsurarea diametrului ghidajelor supapelor. Pe partea stângă a Desen sunt afișate locațiile de măsurare
- Măsurați diametrul exterior al tijei supapelor în cele trei locuri și direcții prezentate în Desen 48. Diametrul exterior nominal al supapelor de evacuare este de 5,965-5,980 mm, iar diametrul exterior nominal al supapelor de admisie este de 5,970-5,985 mm (pe toate motoarele).
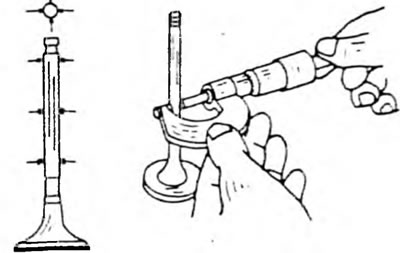
Desen 48. Măsurarea diametrului tijei supapei. Locațiile de măsurare sunt afișate în stânga.
- Scădeți diametrul tulpinilor supapei din diametrul interior al bucșelor de ghidare. Rezultatul este jocul tijei supapei în orificii, care nu trebuie să depășească 0,08 mm pentru supapele de admisie și 0,10 mm pentru supapele de evacuare.
- Înainte de a înlocui bucșa de ghidare, verificați starea generală a chiulasei. Chiulele cu fisuri mici între scaunele supapei sau între scaunul supapei și primul filet al orificiului bujiei pot fi reinstalate și refinisate atâta timp cât fisurile nu sunt mai largi de 0,5 mm. Verificați, de asemenea, deformarea suprafeței chiulasei, care va fi descrisă mai jos.
Pentru a înlocui bucșa de ghidare, scoateți bucșa veche din partea superioară a chiulasei. Înainte de a scoate ghidajele, luați în considerare următoarele puncte:
- Încălziți chiulasa la 80-100°C și scoateți bucșa de ghidare veche din partea superioară în camera de ardere. Deriva trebuie să aibă la capăt o adâncitură care să corespundă diametrului interior al bucșei de ghidare. Așadar, bucșa de ghidare a macului ar trebui să fie scoasă în unghi, instalați chiulasa așa cum se arată în Desen 49.
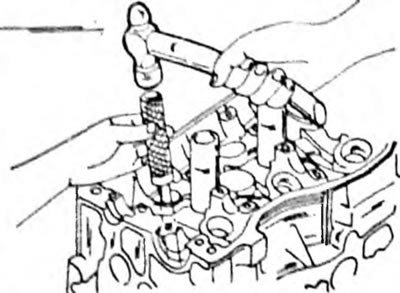
Desen 49. Scoaterea ghidajului supapei folosind o unealtă specială.
- Folosind un comparator, măsurați diametrul interior al găurii din chiulasă. Dacă rezultatul măsurării este între 11.000 mm și 11.027 mm, se poate instala o bucșă cu dimensiunea nominală a diametrului exterior. Dacă diametrul depășește 11,027 mm, trebuie instalată o bucșă de ghidare cu un diametru exterior crescut. Aceasta înseamnă că orificiile pentru bucșele de ghidare trebuie să fie plictisite în atelier. Nu apăsați în găuri cu un diametru exterior mai mare. La înlocuirea ghidajelor supapelor, supapele sunt, de asemenea, înlocuite, iar scaunele supapelor trebuie să fie împământate. Curățați bine suprafețele interioare ale găurilor, lubrifiați bine noile ghidaje și introduceți-le din partea arborelui cu came în chiulasa, încălzită la 100°C, astfel încât capătul superior să iasă deasupra suprafeței superioare a chiulasei cu dimensiunea prezentată. în desen 50, pe un motor de 1,6 litri 12,7-13,1 mm și pe un motor de 2,0 litri 8,2-8,4 mm.
Roma. 50. După apăsarea ghidajului supapei, dimensiunea A, indicată prin săgeți, trebuie să corespundă cu valorile indicate în text
Când înlocuiți ghidajul supapei, frezați scaunul supapei. Dacă scaunele supapelor nu pot fi strânse, bucșele de ghidare nu trebuie înlocuite.
Scaunele supapelor
Verificați uzura scaunelor supapelor. Micile semne de uzură pot fi îndepărtate cu o freză de 45°. Dar dacă există o uzură semnificativă, scaunele supapelor trebuie frezate din nou. Unghiurile specificate sunt prezentate în Desen 51. Lățimea scaunului se aplică ambelor tipuri de motoare. Cu toate acestea, trebuie prevăzut un unghi pentru a corecta înălțimea scaunului supapei, adică trebuie utilizat un tăietor de 60° (motor de 1,6 l) sau 75° (motor de 2,0 l). După cum sa menționat, la instalarea unor supape noi, scaunele supapelor pot fi frezate curate. Mai întâi frezați un unghi de 45°și apoi utilizați ușor o freză de 30°și 60°sau 75°pe marginea superioară și inferioară a șeii pentru a reduce lățimea șeii și a o aduce în mijloc. Lățimea teșirii de lucru a scaunului trebuie să fie de 1,0-1,4 mm pentru supapele de admisie și evacuare. Scaunele modificate trebuie să fie împământate. Pentru a face acest lucru, aplicați pastă de șlefuit pe suprafața scaunului supapei și introduceți supapa în scaun. Instalați o ventuză pe supapă și rotiți supapa în direcții diferite (Desen 52). După șlefuire, curățați bine toate piesele de pastă și murdărie și verificați scaunul supapei de la capul supapei și teșirea scaunului. Inelul continuu mat caracterizează lățimea scaunului supapei și ar trebui să fie vizibil pe ambele părți. Desenați câteva linii pe "inel" pe capul supapei. Liniile trebuie trasate într-un cerc la o distanță de 1 mm. După aceasta, coborâți cu atenție supapa în manșonul de ghidare și așezați și rotiți supapa la 90°, apăsând supapa (folosiți o ventuză). Scoateți supapa și verificați dacă semnele de creion au fost îndepărtate de pe teșitură. Dacă lățimea scaunelor supapei se încadrează în toleranțele specificate, capul poate fi reinstalat. În caz contrar, procesați scaunele supapelor sau înlocuiți capul.
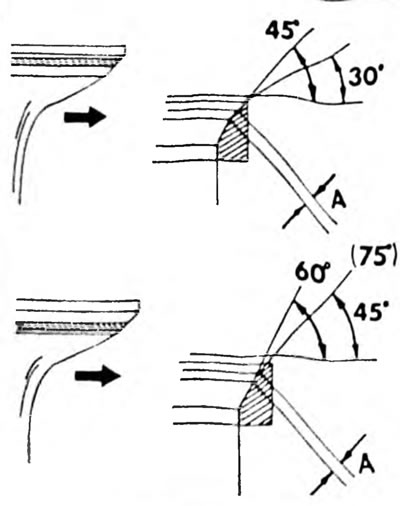
Desen 51. Măsurătorile scaunului supapei Unghiuri 30°, 75° (Motoare de 2,0 l) și 60° (Motoare de 1,6 l) sunt prevazute cu freze corective. Dimensiunea dintre săgeți este lățimea teșirii scaunului de operare, aceeași pentru supapele de admisie și evacuare.

Desen 52. Lepatura supapelor
Supape
Deteriorările minore ale suprafețelor plăcilor supapelor pot fi eliminate prin șlefuirea supapelor în scaunele chiulasei, așa cum este descris mai sus. Măsurați supapele conform datelor din tabelele de mărime și reglare și înlocuiți orice supape ale căror dimensiuni sunt în afara toleranței. În acest caz, o atenție deosebită trebuie acordată lungimii supapelor. Toate datele sunt preluate din tabelele de mărime și ajustare. Dacă lungimea este mai mică decât minimul admis, înlocuiți supapele. Dacă capetele tijelor supapei sunt uzate, acestea pot fi șlefuite pe o polizor, atâta timp cât corectarea necesită îndepărtarea a cel mult 0,50 mm de material de tijă și dimensiunile rezultate sunt în limitele toleranțelor specificate. Discul supapei poate fi șlefuit pe o polizor, cu condiția ca dimensiunea dintre săgeți (desen 53) va fi în continuare de 0,5 mm dacă supapa poate fi încă instalată. Slefuiți un unghi de 44,5°pe o râșniță (Unghiul de teșire a plăcii supapei este mai mic decât unghiul de teșire a scaunului supapei).
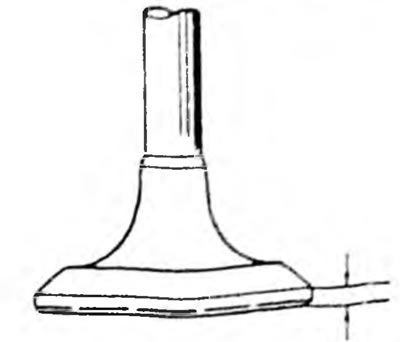
Desen 53. Grosimea marginii capului supapei, care nu trebuie să fie mai mică decât dimensiunea minimă admisă
Cap cilindru
Curățați temeinic suprafețele chiulasei și blocului cilindrului și verificați dacă suprafața chiulasei nu este aliniată. Pentru a face acest lucru, puneți o riglă pe cap (desen 54) Folosind senzori, determinați golurile de-a lungul, transversal și în diagonală pe suprafața chiulasei. Dacă se poate introduce un ecartament mai mare de 0,05 mm, chiulasa trebuie înlocuită. Același control trebuie efectuat și pentru suprafața pe care este instalat colectorul. Și aici distanța admisă este de 0,05 mm. În desen Cele 54 de linii întrerupte indică direcțiile în care trebuie luate măsurătorile. Nicăieri decalajul nu trebuie să depășească valoarea maximă specificată. Alinierea greșită a suprafețelor în contact cu colectoarele nu trebuie să depășească 0,1 mm.
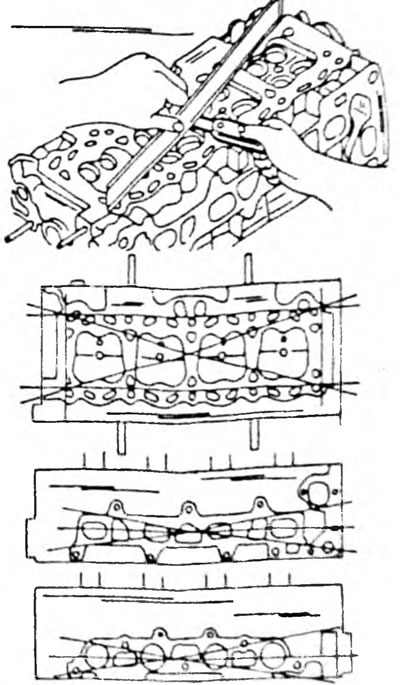
Desen 54. Măsurătorile suprafeței chiulasei (de mai sus), suprafetele de montare ale galeriei de admisie (În mijloc) și instalarea galeriei de evacuare (în partea de jos).
Arborii cu came
Așezați arborii cu came cu colțurile rulmenților exteriori în prisme sau fixați-le în centrele strungului, așa cum se arată în desen 55 și instalați un comparator la una dintre axele din mijloc. Rotiți încet arborele cu came și luați indicatorii. Dacă în timpul unei rotații devierea acului este mai mare de 0,04 mm (pe toate motoarele), arborele cu came trebuie înlocuit deoarece nu poate fi reparat. Verificați integritatea suporturilor lagărelor și a suprafețelor arborelui cu came. Dacă nu există daune externe, măsurați înălțimea camelor și jocul rulmentului:
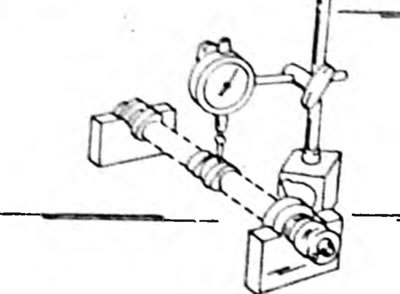
Desen 55. Măsurarea deformarii arborelui cu came
- Măsurați înălțimea camelor folosind un micrometru prezentat în Desen 56. Dimensiunile specificate și limitele de uzură sunt date în tabelele de dimensiuni și reglaje.
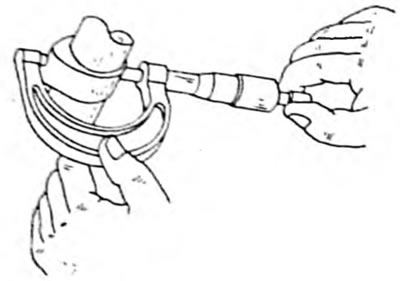
Desen 56. Măsurarea înălțimii camelor cu un micrometru
- Înainte de a verifica jocul lagărului, verificați dacă metalul rulmentului se dezlipește sau crăpă. Dacă capacele sunt deteriorate, înlocuiți capacele, arborii cu came și chiulasele.
- Curăţaţi capacele lagărelor şi suporturile arborelui cu came şi aranjaţi capacele în funcţie de numerele rulmenţilor.
- Jocul rulmentului se măsoară folosind un păr de plastic PLASTIGAGE. Puneți un fir de păr pe toată lungimea trunions (Desen 57) și instalați capacele unul câte unul. Săgeata de pe toate capacele trebuie să fie îndreptată înainte, iar numerele capacului trebuie să se potrivească cu numerele lagărului.
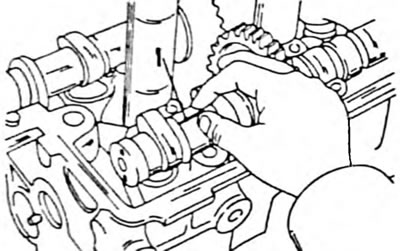
Desen 57. Verificarea jocului lagărului folosind un păr PLASTIGAGE. aplicați păr de plastic (1) în poziţia indicată pe fustele lagărelor. Măsurătorile afișate pe motorul de 2,0 litri.
- Loviți ușor capacele cu un ciocan și introduceți șuruburile. Strângeți șuruburile de la mijloc spre exterior la un cuplu de strângere de 13 Nm (motor 4A-F/FE), sau 19 Nm pentru motorul 3S-FE. Nu face greșeli. Arborele cu came nu trebuie rotit.
- Deșurubați din nou capacele rulmentului și verificați imediat dacă a mai rămas un fir de păr de PLASTIGAGE pe capac. În caz contrar, se lipește și de fusele de rulmenți.
- Folosind șablonul din trusa PLASTIGAGE, măsurați lățimea părului mototolit din plastic în punctul cel mai lat (Desen 58 sau 59). Oferă un joc minim de rulment. Dacă jocul este mai mare de 0,10 mm, înlocuiți chiulasa și/sau arborele cu came.
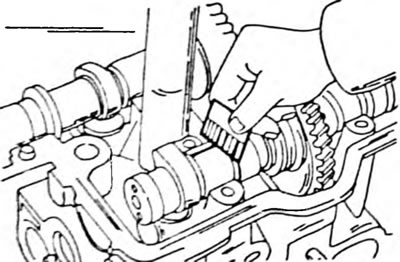
Desen 58. Verificarea lățimii părului mototolit PLASTIGAGE.Măsura afișată pe un motor de 2,0 L
Desen 59. Verificarea lățimii părului mototolit PLASTIGAGE.Măsura afișată la un motor de 1,6 l
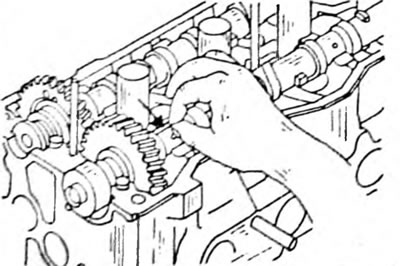
- Măsurarea jocului axial al arborilor cu came se efectuează în conformitate cu instrucțiunile din capitolul dezasamblare (vezi si Desen 32). Dacă jocul depășește 0,25 mm (determinată în timpul demontării), înlocuiți arborele cu came și/sau chiulasa. La ambele motoare, jocul de cuplare al ambelor angrenaje ale arborelui cu came trebuie verificat. Pentru a face acest lucru, introduceți arborele cu came fără angrenajul secundar și instalați comparatorul, așa cum se arată în Desen 60. Rotiți roata indicată în ambele direcții și luați citiri de la indicatorul cadran. Dacă jocul este mai mare de 0,30 mm, înlocuiți arborii cu came.
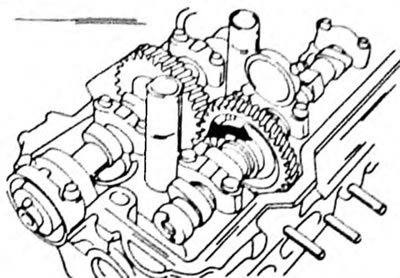
Desen 60. Verificarea jocului de angrenare între ambele angrenaje și arbori cu came. Măsurătorile se efectuează identic pe ambele motoare
Curea dințată și roți dințate
O centură cu dinți sparți trebuie înlocuită. Alte defecte includ fisuri, zgârieturi pe părțile laterale sau rotunjirea unora sau a tuturor roților. În acest caz, trebuie verificați și dinții roților dințate. Țineți întinzătorul curelei cu o mână și rotiți scripetele cu cealaltă mână. Dacă se blochează la rotirea rolei, înlocuiți întinzătorul curelei. Arcul de retur al întinzătorului trebuie să aibă o anumită lungime. În acest caz, lungimea este măsurată între părțile interioare ale cârligelor cu arc. La un motor de 1,6 litri, lungimea arcului ar trebui să fie de 43,3 mm; la un motor de 2,0 litri, lungimea arcului ar trebui să fie de 46,1 mm. Dacă arcul este întins, instalați un nou arc.
Tachete de supapă
Măsurați diametrul interior al găurilor pentru împingătoarele din chiulasă și diametrul exterior al împingătoarelor. Pentru a face acest lucru, trebuie să aveți un micrometru intern și unul obișnuit. Diferența de dimensiune nu trebuie să fie mai mare de 0,10 mm (motor de 1,6 l), sau 0,07 mm (motor de 2,0 l). În caz contrar, împingătoarele trebuie înlocuite, iar în cel mai rău caz, chiulasa.