
Опруге вентила
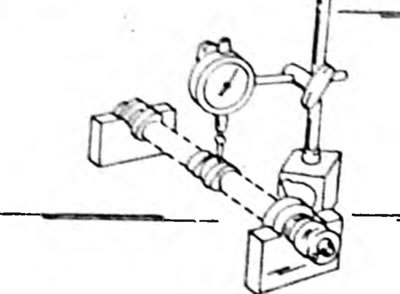
Да би се осигурала савршена контрола опруга вентила, мора се користити тестер опруга. Ако је нема, коришћена опруга се може упоредити са новом опругом. Да бисте то урадили, стегните две опруге једну за другом у стег и полако затегните стег. Ако се обе опруге подједнако стисну, то је знак да имају приближно исту напетост. Али ако се стара опруга стисне знатно више од нове, онда је то знак замора и опруге се морају заменити у комплету. Слободна дужина опруге може се измерити калипером. Опруге морају имати одређену дужину, која је дата у табелама величина и подешавања. Поставите опруге једну по једну на глатку површину (стаклена плоча) тако да је затворени окрет на доњој страни. Поставите челични угао поред опруге. Измерите размак између опруга и угла на врху (Цртање 46). Толеранција је различита за сваки тип мотора. Када се толеранција прекорачи, опруга постаје искошена.
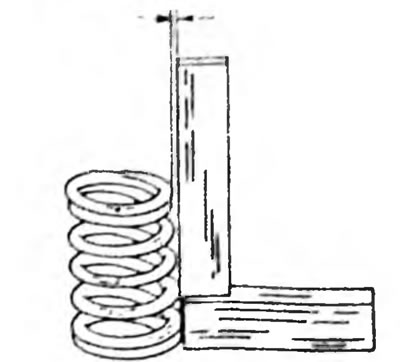
Фиг.46. Проверите неусклађеност опруга вентила користећи наведену методу. Нагиб се мери између стрелица на врху (у зависности од типа мотора 2,0 или 2,5 мм)
Водилице вентила
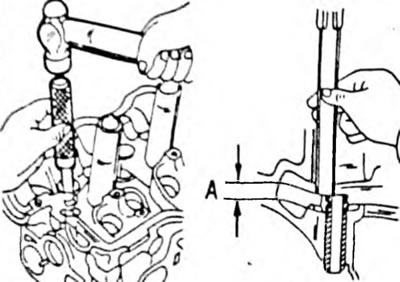
Очистите чауре за вођење тако што ћете у оба смера провући крпу натопљену бензином кроз вођице. Најбоље је очистити стабљике вентила ротирајућом жичаном четком, убацивањем у стезну главу електричне бушилице и држећи вретено вентила близу њега. Убаците вентиле један по један у рупе. Да бисте контролисали отвор стабла вентила у рупама, морате имати индикатор бројчаника и чељуст:
- Измерите унутрашњи пречник проводних чаура помоћу индикатора, као што је приказано на сл. 47. Резултат треба да буде између 6,01 мм и 6,03 мм (на свим моторима).
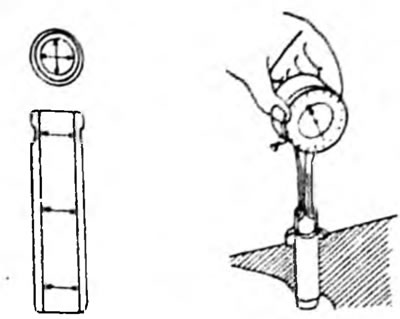
Цртање 47. Мерење пречника вођица вентила. На левој страни сл. приказане су мерне локације
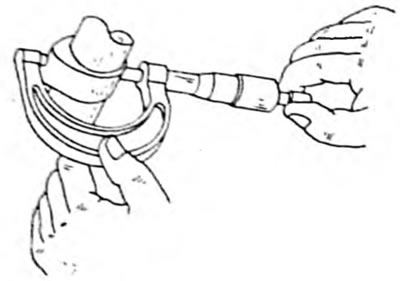
- Измерите спољни пречник стабљика вентила на три места и смера приказани на сл. 48. Номинални спољни пречник издувних вентила је 5.965-5.980 мм, а номинални спољни пречник усисних вентила је 5.970-5.985 мм (на свим моторима).
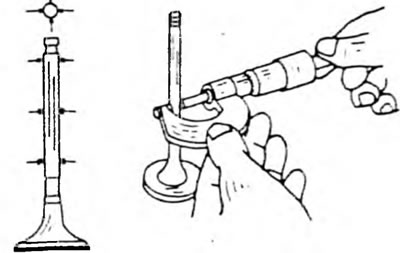
Цртање 48. Мерење пречника стабла вентила. Места мерења су приказана са леве стране.
- Одузмите пречник стабљика вентила од унутрашњег пречника водилице. Резултат је отвор осовине вентила у отворима, који не би требало да прелази 0,08 мм за усисне вентиле и 0,10 мм за издувне вентиле.
- Пре замене водеће чауре проверите опште стање главе цилиндра. Главе цилиндара са малим пукотинама између седишта вентила или између седишта вентила и првог навоја отвора за свећицу могу се поново инсталирати и дорадити све док пукотине нису шире од 0,5 мм. Такође проверите деформацију површине главе цилиндра, што ће бити описано у наставку.
Да бисте заменили водећу чахуру, избијте стару чахуру са горње стране главе цилиндра. Пре него што уклоните водиче, размотрите следеће тачке:
- Загрејте главу цилиндра на 80-100°Ц и избаците стару водећу чахуру са горње стране у комору за сагоревање. Нанос мора имати удубљење на крају које одговара унутрашњем пречнику водеће чауре. Дакле, чаура водилице мака треба да буде избијена под углом, инсталирајте главу цилиндра као што је приказано на сл. 49.
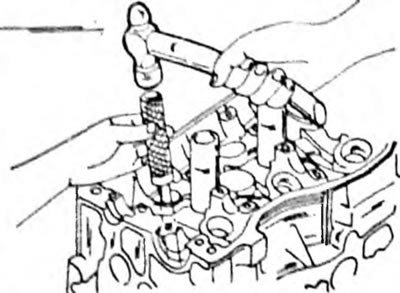
Цртање 49. Уклањање вођице вентила помоћу специјалног алата.
- Користећи индикатор за бирање, измерите унутрашњи пречник рупе у глави цилиндра. Ако је резултат мерења између 11.000 мм и 11.027 мм, може се уградити чаура номиналне величине спољашњег пречника. Ако пречник прелази 11,027 мм, мора се уградити водећа чаура са повећаним спољним пречником. То значи да се у радионици морају избушити рупе за водеће чауре. Не притискати у рупе већег спољашњег пречника. Приликом замене вођица вентила, мењају се и вентили и седишта вентила морају бити брушена. Добро очистите унутрашње површине рупа, добро подмажите нове вођице и убијте их са стране брегасте осовине у главу цилиндра, загрејану на 100°Ц, тако да горњи крај вири изнад горње површине главе цилиндра за приказану величину на сл. 50, на мотору од 1,6 литара 12,7-13,1 мм и на мотору од 2,0 литара 8,2-8,4 мм.
Рим. 50. Након притиска на вођицу вентила, димензија А, означена стрелицама, мора одговарати вредностима наведеним у тексту
Приликом замене вођице вентила, изглодајте седиште вентила. Ако се седишта вентила не могу брусити, водеће чауре не треба мењати.
Седишта вентила
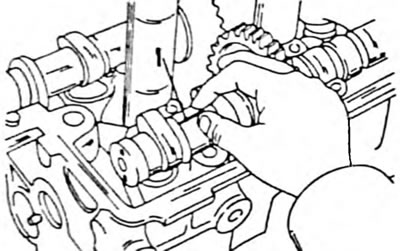
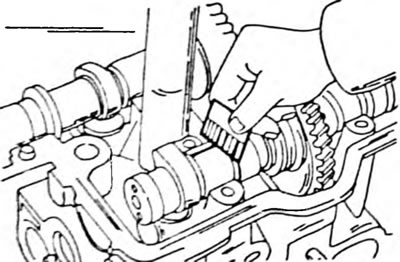
Проверите хабање седишта вентила. Мали трагови хабања могу се уклонити резачем за 45°. Али ако дође до значајног хабања, седишта вентила се морају поново глодати. Наведени углови су приказани на Сл. 51. Ширина седишта важи за обе врсте мотора. Међутим, мора се обезбедити угао да би се исправила висина седишта вентила, односно треба користити резач од 60° (1,6 л мотор) или 75° (2,0 л мотор). Као што је поменуто, приликом уградње нових вентила, седишта вентила могу бити чиста. Прво исеците угао од 45°, а затим лагано користите глодалицу од 30°и 60°или 75°на горњој и доњој ивици седла да смањите ширину седла и доведете га у средину. Ширина радне ивице седишта треба да буде 1,0-1,4 мм за усисне и издувне вентиле. Модификована седишта морају бити брушена. Да бисте то урадили, нанесите пасту за млевење на површину седишта вентила и уметните вентил у седиште. Поставите усисну чашу на вентил и окрените вентил у различитим правцима (Цртање 52). Након брушења, темељно очистите све делове од пасте и прљавштине и проверите седиште вентила на глави вентила и закошености седишта. Непрекидни мат прстен карактерише ширину седишта вентила и треба да буде видљив на оба дела. Нацртајте неколико линија на "прстен" на глави вентила. Линије морају бити нацртане у кругу на удаљености од 1 мм. Након тога, пажљиво спустите вентил у водећу чауру и седиште и окрените вентил за 90°, притискајући вентил (користите усисну чашу). Извуците вентил и проверите да ли су ознаке оловке уклоњене са ивице. Ако је ширина седишта вентила унутар наведених толеранција, глава се може поново поставити. У супротном, обрадите седишта вентила или замените главу.
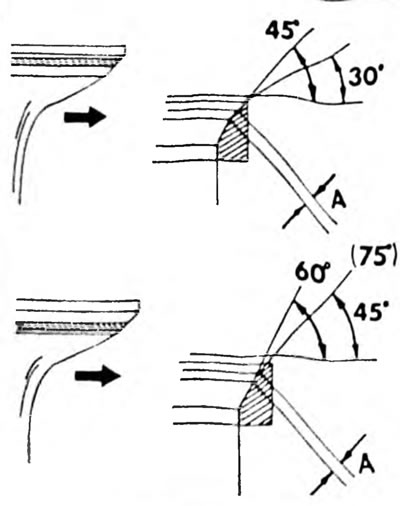
Цртање 51. Мере седишта вентила Углови 30°, 75° (2,0 л мотори) и 60° (1,6 л мотори) опремљени су корективним резачима. Димензија између стрелица је ширина ивице радног седишта, иста за усисне и издувне вентиле.

Цртање 52. Преклапање вентила
Вентили
Мања оштећења на површини плоча вентила могу се елиминисати брушењем вентила у седишта главе цилиндра, као што је горе описано. Измерите вентиле према подацима датим у табелама величина и подешавања и замените све вентиле чије су димензије ван толеранције. У овом случају, посебну пажњу треба обратити на дужину вентила. Сви подаци су узети из табела величине и подешавања. Ако је дужина мања од минимално дозвољене, замените вентиле. Ако су крајеви стабљика вентила истрошени, могу се брусити на брусилици, све док корекција не захтева уклањање више од 0,50 мм материјала стабљике и резултујуће димензије су унутар прописаних толеранција. Диск вентила се може брусити на брусилици, под условом да је величина између стрелица (цртање 53) ће и даље бити 0,5 мм ако се вентил и даље може инсталирати. Брусите угао од 44,5°на брусилици (Угао скошења плоче вентила је мањи од угла скошења седишта вентила).
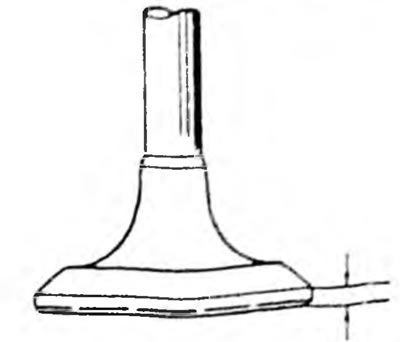
Цртање 53. Дебљина ивице главе вентила која не сме бити мања од минимално дозвољене величине
Глава цилиндра
Темељно очистите површине главе цилиндра и блока цилиндра и проверите да ли површина главе цилиндра није поравната. Да бисте то урадили, поставите лењир на главу (цртање 54) Помоћу мерача за мерење одредите празнине дуж, попречно и дијагонално на површини главе цилиндра. Ако се може уметнути мерач веће од 0,05 мм, глава цилиндра се мора заменити. Исту контролу треба извршити и за површину на којој је постављен колектор. Овде је такође дозвољени размак 0,05 мм. На сл. 54 испрекидане линије означавају у којим правцима треба извршити мерења. Нигде јаз не би требало да прелази наведену максималну вредност. Неусклађеност површина у контакту са колекторима не би требало да прелази 0,1 мм.
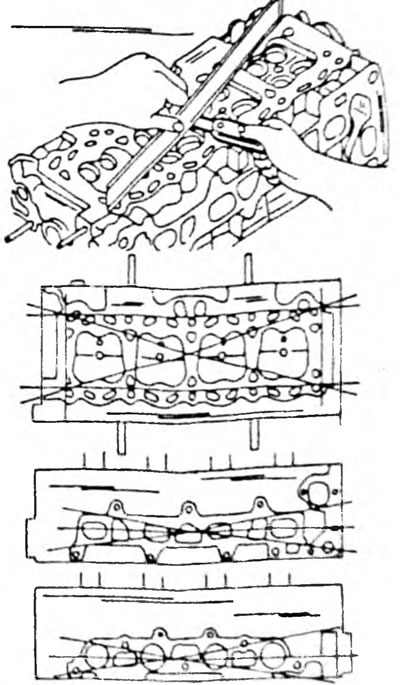
Цртање 54. Мере површине главе цилиндра (изнад), монтажне површине усисне гране (у средини) и уградња издувног колектора (на дну).
Брегасте осовине
Поставите брегасте осовине са рукавцима спољних лежајева у призме или их стегните у центрима струга, као што је приказано на сл. 55, и инсталирајте индикатор на једној од средњих осовина. Полако окрените брегасту осовину и очитајте индикаторе. Ако је у току једног обртаја отклон игле већи од 0,04 мм (на свим моторима), потребно је заменити брегасто вратило јер се не може поправити. Проверите интегритет лежајева и површина брегастог вратила. Ако нема спољашњих оштећења, измерите висину брегова и отвор лежаја:
Фиг.55. Мерење угиба брегасте осовине
- Измерите висину брега помоћу микрометра приказаног на сл. 56. Наведене димензије и границе хабања дате су у табелама димензија и подешавања.
Цртање 56. Мерење висине брегаста микрометром
- Пре провере зрачности лежаја, проверите да ли се метални лежај љушти или има пукотина. Ако су поклопци оштећени, замените поклопце, брегасте осовине и главе цилиндара.
- Очистите поклопце лежаја и рукавце брегастог вратила и распоредите поклопце према бројевима лежајева.
- Ход лежаја се мери помоћу пластичне длаке PLASTIGAGE. Поставите косу по целој дужини држача (Цртање 57) и поставите поклопце један по један. Стрелица на свим поклопцима мора да показује напред, а бројеви капица морају да одговарају бројевима лежајева.
Цртање 57. Провера зрачности лежаја длаком PLASTIGAGE. нанети пластичну косу (1) у назначеном положају на лежајевима. Мерење приказано на 2.0Л мотору.
- Нежно ударите чекићем по поклопцима и уметните завртње. Затегните завртње од средине ка споља до момента затезања од 13 Нм (мотор 4А-F/FE), односно 19 Нм за мотор 3S-FE. Не правите грешке. Брегасто вратило се не сме окретати.
- Поново одврните поклопце лежаја и одмах проверите да ли је на поклопцу остала длака PLASTIGAGE. У супротном, лепи се и за носаче лежајева.
- Шаблон укључен PLASTIGAGE измерите ширину згужване пластичне косе на најширој тачки (Цртање 58 или 59). Даје минималан ход лежаја. Ако је зазор већи од 0,10 мм, замените главу цилиндра и/или брегасто вратило.
Цртање 58. Провера ширине згужване косе PLASTIGAGE.Мерење приказано на 2.0Л мотору
Цртање 59. Провера ширине згужване косе PLASTIGAGE.Мерење приказано на 1.6Л мотору
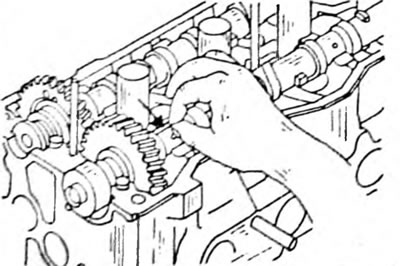
- Мерење аксијалног зазора брегастих вратила се врши у складу са упутствима датим у поглављу о демонтажи (видети и сл. 32). Ако отвор прелази 0,25 мм (утврђено приликом демонтаже), замените брегасту осовину и/или главу цилиндра. На оба мотора треба проверити зазор оба зупчаника брегастог вратила. Да бисте то урадили, уметните брегасту осовину без секундарног зупчаника и уградите индикатор бројчаника, као што је приказано на сл. 60. Окрените означени точак у оба смера и очитајте показивач. Ако је зазор већи од 0,30 мм, замените брегасте осовине.
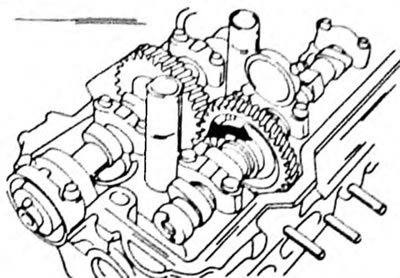
Цртање 60. Провера зазора између зупчаника и брегастог вратила. Мерења се врше идентично на оба мотора
Зупчасти каиш и зупчаници
Појас са сломљеним зубима мора бити замењен. Остали недостаци укључују пукотине, огреботине на бочним странама или заобљење неких или свих точкова. У овом случају треба проверити и зубе зупчаника. Једном руком држите затезач појаса, а другом окрените ременицу. Ако дође до заглављивања приликом окретања ваљка, замените затезач каиша. Повратна опруга затезача мора имати одређену дужину. У овом случају, дужина се мери између унутрашњих страна кука за опруге. На мотору од 1,6 литара, дужина опруге треба да буде 43,3 мм; на мотору од 2.0Л, дужина опруге треба да буде 46.1 мм. Ако је опруга растегнута, поставите нову опругу.
Валве таппетс
Измерите унутрашњи пречник рупа за потискаче у глави цилиндра и спољашњи пречник потискача. Да бисте то урадили, морате имати унутрашњи и обичан микрометар. Разлика у величини не би требало да буде већа од 0,10 мм (1,6 л мотор), или 0,07 мм (2,0 л мотор). У супротном, потисници морају бити замењени, а у најгорем случају и глава цилиндра.