

Мал. 91. Вимірювання люфту по висоті поршневих кілець у канавках поршнів. Усі клапани мають бути добре очищені
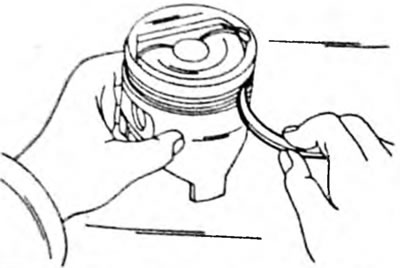
Мал. 92. Зняття нагару з канавок поршневих кілець за допомогою зламаного поршневого кільця
Далі по черзі вставити всі поршневі кільця в циліндри з нижньої сторони картера. Зворотною стороною поршня' вставити кільця відповідно до рисунка 93 у циліндри. При цьому вони сідають прямо в отворі циліндра. Потрібно враховувати. що критерії зношування для двигунів 1,6 л і 2,0 л різні, тобто повинна дотримуватися зазначена глибина занурення. Для вимірювання теплового зазору замка поршневого кільця вставити в замок кільця щуп, як показано на малюнку 94. Якщо розмір перевищує дані, наведені в таблиці розмірів і регулювань, замінити поршневі кільця. Слід враховувати, що тепловий зазор не однаковий всім кілець і всім двигунів.
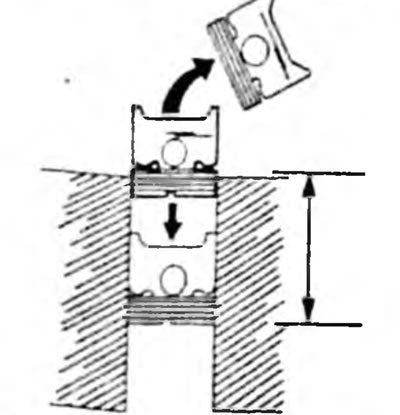
Мал. 93. Вимірювання теплового зазору замка поршневих кілець у циліндрі. Висунути перевернутий поршень на глибину (між стрілками) 110 мм на двигуні 2,0 л або 87 мм на двигуні 1,6 л.
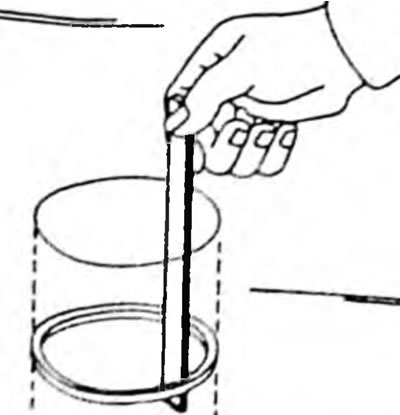
Мал. 94. Вимірювання теплового зазору замка поршневих кілець
Перевірити відсутність зносу або задир на поршневих пальцях. Якщо вибраковується лише один шатун, слід замінювати весь комплект. Гайки підшипників шатунів мають обов'язково замінюватись. Перевірити також вигин та скручування шатунів на спеціальній установці (див. рис. 95), які мають бути мінімальними, тобто на довжині 100 мм вони можуть бути вигнуті не більше ніж на 0,05 мм. Внутрішнє скручування допустиме 0,15 мм на 100 мм на двигуні 2,0, л і 0,05 мм на 100 мм на двигуні 1,6 л. Втулки головок шатунів не підлягають заміні.
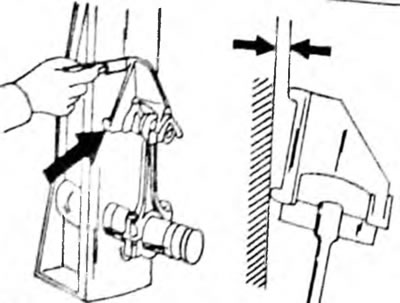
Мал. 95. Шатуни перевіряються на вигин та скручування на рихтувальній установці. Тут показано перевірку на вигин. При перевірці скручування в місце, вказане стрілками, виставляється щуп.