
Opruge ventila
Kako bi se osigurala savršena kontrola opruga ventila, mora se koristiti uređaj za ispitivanje opruga. Ako nema, rabljena opruga se može usporediti s novom oprugom. Da biste to učinili, stegnite dvije opruge jednu za drugom u škripac i polako zategnite škripac. Ako se obje opruge jednako stisnu, to je znak da imaju približno jednaku napetost. Ali ako se stara opruga stisne znatno više od nove, onda je to znak zamora i opruge se moraju zamijeniti u kompletu. Slobodna duljina opruge može se izmjeriti kalibrom. Opruge moraju imati određenu duljinu koja je navedena u tablicama veličina i podešavanja. Postavite opruge jednu po jednu na glatku površinu (staklena ploča) tako da zatvoreni zavoj bude s donje strane. Postavite čelični kut pored opruge. Izmjerite razmak između opruga i kuta na vrhu (Sl. 46). Tolerancija je različita za svaki tip motora. Kada se tolerancija prekorači, opruga se iskrivi.
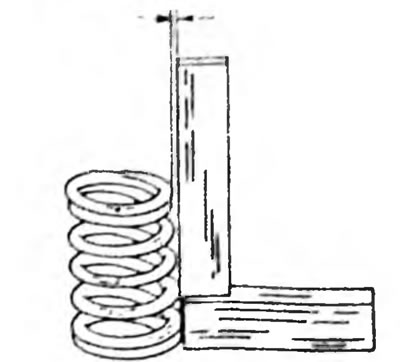
Sl.46. Provjerite neusklađenost opruga ventila navedenom metodom. Nagnutost se mjeri između strelica na vrhu (ovisno o tipu motora 2,0 ili 2,5 mm)
Vodilice ventila
Očistite čahure vodilica povlačenjem krpe namočene u benzin kroz vodilice u oba smjera. Najbolje je očistiti vretene ventila rotirajućom žičanom četkom, umetnuvši je u steznu glavu električne bušilice i držeći vreteno ventila blizu nje. Umetnite ventile jedan po jedan u rupe. Da biste kontrolirali zračnost stabla ventila u rupama, morate imati indikator s brojčanikom i čeljust:
- Izmjerite unutarnji promjer čahura za vođenje pomoću brojčanika, kao što je prikazano na sl. 47. Rezultat bi trebao biti između 6,01 mm i 6,03 mm (na svim motorima).
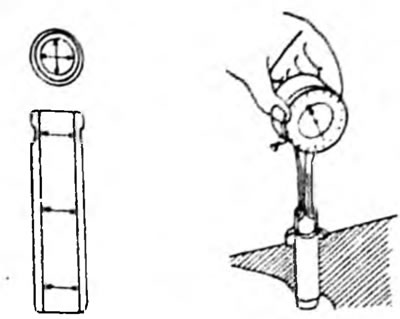
Sl. 47. Mjerenje promjera vodilica ventila. Na lijevoj strani Sl. prikazana su mjesta mjerenja
- Izmjerite vanjski promjer stabljika ventila na tri mjesta i u tri smjera prikazana na sl. 48. Nazivni vanjski promjer ispušnih ventila je 5,965-5,980 mm, a nazivni vanjski promjer usisnih ventila je 5,970-5,985 mm (na svim motorima).
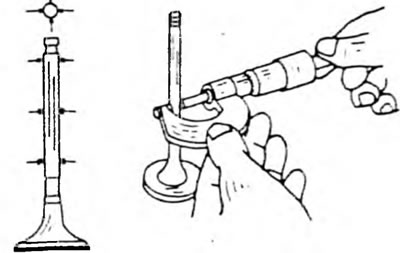
Sl. 48. Mjerenje promjera stabla ventila. Mjesta mjerenja prikazana su na lijevoj strani.
- Oduzmite promjer stabljike ventila od unutarnjeg promjera čahura vodilice. Rezultat je zračnost stabla ventila u provrtima, koja ne smije prelaziti 0,08 mm za usisne ventile i 0,10 mm za ispušne ventile.
- Prije zamjene vodeće čahure provjerite opće stanje glave motora. Glave cilindra s malim pukotinama između sjedišta ventila ili između sjedišta ventila i prvog navoja otvora za svjećicu mogu se ponovno postaviti i doraditi sve dok pukotine nisu šire od 0,5 mm. Također provjerite deformaciju površine glave cilindra, koja će biti opisana u nastavku.
Za zamjenu vodeće čahure izbijte staru čahuru s gornje strane glave cilindra. Prije uklanjanja vodilica, razmotrite sljedeće točke:
- Zagrijte glavu cilindra na 80-100°C i izbijte staru čahuru vodilice s gornje strane u komoru za izgaranje. Drift mora imati udubljenje na kraju koje odgovara unutarnjem promjeru čahure vodilice. Dakle, čahura vodilice treba biti izbačena pod kutom, ugradite glavu cilindra kao što je prikazano na sl. 49.
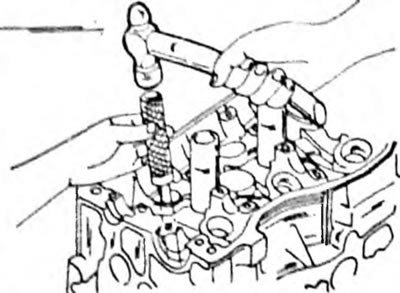
Sl. 49. Uklanjanje vodilice ventila pomoću posebnog alata.
- Pomoću indikatora s brojčanikom izmjerite unutarnji promjer rupe u glavi cilindra. Ako je rezultat mjerenja između 11.000 mm i 11.027 mm, može se ugraditi čahura s nominalnom veličinom vanjskog promjera. Ako promjer prelazi 11,027 mm, potrebno je ugraditi čahuru za vođenje s povećanim vanjskim promjerom. To znači da se rupe za čahure za vođenje moraju izbušiti u radionici. Nemojte utiskivati u rupe većeg vanjskog promjera. Prilikom zamjene vodilica ventila, ventili se također mijenjaju, a sjedišta ventila moraju se brusiti. Dobro očistite unutarnje površine rupa, dobro podmažite nove vodilice i zabijte ih sa strane bregastog vratila u glavu motora, zagrijanu na 100°C, tako da gornji kraj viri iznad gornje površine glave motora za prikazanu veličinu. na sl. 50, na motoru od 1,6 litara 12,7-13,1 mm i na motoru od 2,0 litara 8,2-8,4 mm.
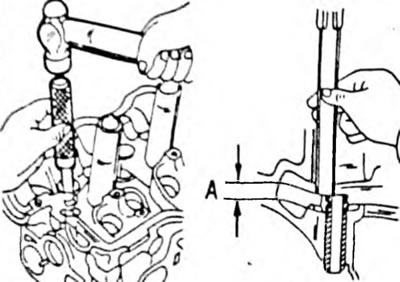
Rim. 50. Nakon pritiska na vodilicu ventila, dimenzija A, označena strelicama, mora odgovarati vrijednostima navedenim u tekstu
Prilikom zamjene vodilice ventila izglodajte sjedište ventila. Ako se sjedišta ventila ne mogu izbrusiti, vodeće čahure ne treba mijenjati.
Sjedišta ventila
Provjerite istrošenost sjedišta ventila. Mali znakovi istrošenosti mogu se ukloniti rezačem od 45°. Ali ako postoji značajno trošenje, sjedišta ventila moraju se ponovno glodati. Navedeni kutovi prikazani su na sl. 51. Širina sjedala odnosi se na obje vrste motora. Međutim, mora se osigurati kut za ispravljanje visine sjedišta ventila, to jest, treba koristiti rezač od 60° (Motor 1.6l) ili 75° (2.0 l motor). Kao što je spomenuto, prilikom ugradnje novih ventila, sjedišta ventila mogu se čisto izglodati. Prvo izrežite pod kutom od 45°, a zatim lagano glodalicom od 30°i 60°ili 75°na gornjem i donjem rubu sjedala smanjite širinu sjedala i postavite ga u sredinu. Širina radnog skošenja sjedišta trebala bi biti 1,0-1,4 mm za usisne i ispušne ventile. Modificirana sjedala moraju se brusiti. Da biste to učinili, nanesite pastu za mljevenje na površinu sjedišta ventila i umetnite ventil u sjedište. Postavite vakuumsku čašicu na ventil i okrenite ventil u različitim smjerovima (Sl. 52). Nakon brušenja, temeljito očistite sve dijelove od paste i prljavštine i provjerite sjedište ventila na glavi ventila i skošenje sjedišta. Kontinuirani mat prsten karakterizira širinu sjedišta ventila i trebao bi biti vidljiv na oba dijela. Nacrtajte nekoliko linija na "prsten" na glavi ventila. Crte moraju biti povučene u krug na udaljenosti od 1 mm. Nakon toga pažljivo spustite ventil u rukavac vodilice i sjedište i okrenite ventil za 90°, pritiskajući ventil (koristite vakuumsku čašicu). Izvucite ventil i provjerite jesu li tragovi olovke uklonjeni sa skošenja. Ako je širina sjedišta ventila unutar navedenih tolerancija, glava se može ponovno postaviti. U suprotnom obradite sjedišta ventila ili zamijenite glavu.
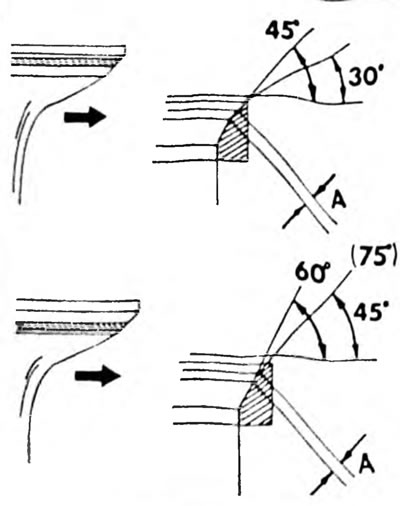
Sl. 51. Mjere sjedišta ventila Kutovi 30°, 75° (2.0 l motori) i 60° (1.6 l motori) opremljeni su korektivnim rezačima. Dimenzija između strelica je širina kosine radnog sjedišta, ista za usisne i ispušne ventile.

Sl. 52. Lapiranje ventila
Ventili
Manja oštećenja na površinama ploča ventila mogu se ukloniti brušenjem ventila u sjedištima glave cilindra, kao što je gore opisano. Izmjerite ventile prema podacima navedenim u tablicama veličina i podešavanja i zamijenite sve ventile čije su dimenzije izvan tolerancije. U ovom slučaju posebnu pozornost treba obratiti na duljinu ventila. Svi podaci preuzeti su iz tablica veličina i podešavanja. Ako je duljina manja od najmanje dopuštene, zamijenite ventile. Ako su krajevi stabljika ventila istrošeni, mogu se brusiti na brusilici, pod uvjetom da korekcija ne zahtijeva uklanjanje više od 0,50 mm materijala stabla i da su rezultirajuće dimenzije unutar navedenih tolerancija. Disk ventila može se brusiti na brusilici, pod uvjetom da veličina između strelica (sl. 53) i dalje će biti 0,5 mm ako se ventil još može ugraditi. Na brusilici brusite kut od 44,5° (Kut skošenja ploče ventila manji je od kuta skošenja sjedišta ventila).
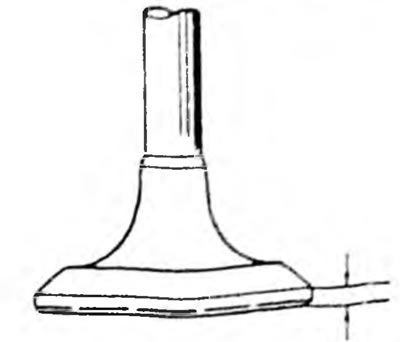
Sl. 53. Debljina ruba glave ventila, koja ne smije biti manja od najmanje dopuštene veličine
Glava cilindra
Temeljito očistite površine glave cilindra i bloka cilindra i provjerite postoji li neporavnatost površine glave cilindra. Da biste to učinili, stavite ravnalo na glavu (sl. 54) Koristeći mjerače za mjerenje, odredite razmake duž, poprijeko i dijagonalno na površini glave cilindra. Ako se može umetnuti mjerač debljine veći od 0,05 mm, glava cilindra se mora zamijeniti. Istu kontrolu potrebno je provesti i za površinu na koju je postavljen kolektor. I ovdje je dopušteni razmak 0,05 mm. Na sl. 54 isprekidane linije pokazuju u kojim smjerovima treba izvršiti mjerenja. Razmak nigdje ne smije premašiti navedenu najveću vrijednost. Neusklađenost površina u dodiru s kolektorima ne smije biti veća od 0,1 mm.
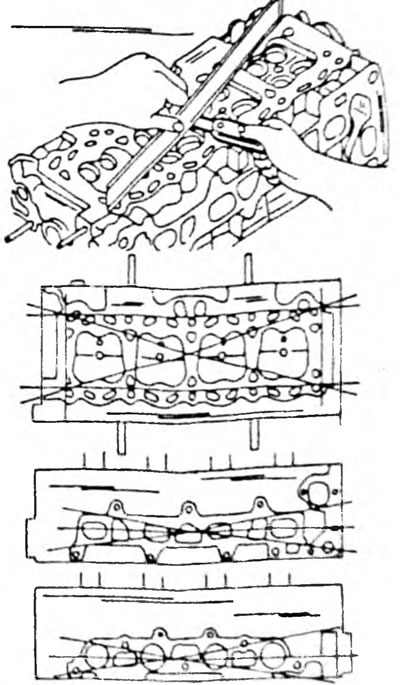
Sl. 54. Mjerenja površine glave cilindra (iznad), montažne površine usisnog razvodnika (u sredini) i ugradnja ispušne grane (na dnu).
Bregaste osovine
Postavite bregaste osovine s rukavcima vanjskih ležajeva u prizme ili ih stegnite u središta struga, kao što je prikazano na sl. 55 i ugradite indikator na jednu od srednjih osovina. Polako okrenite bregasto vratilo i očitajte indikator. Ako je tijekom jednog okreta otklon igle veći od 0,04 mm (na svim motorima), bregasto vratilo treba zamijeniti jer se ne može popraviti. Provjerite cjelovitost rukavaca ležaja i površina bregastog vratila. Ako nema vanjskih oštećenja, izmjerite visinu ekscentra i zračnost ležaja:
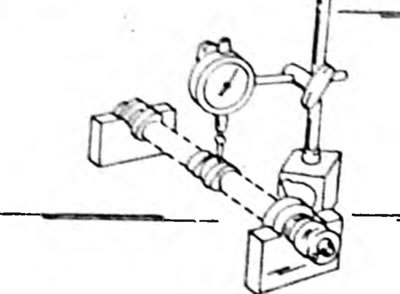
Sl.55. Mjerenje otklona bregastog vratila
- Izmjerite visinu ekscentra pomoću mikrometra prikazanog na sl. 56. Navedene dimenzije i granice istrošenosti dane su u tablicama dimenzija i podešavanja.
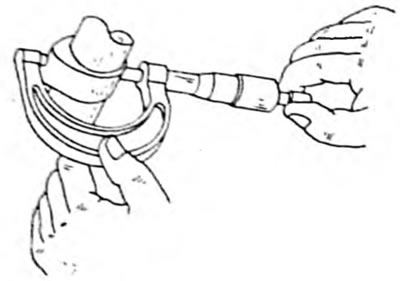
Sl. 56. Mjerenje visine brega mikrometrom
- Prije provjere zračnosti ležaja, provjerite ima li metala ležaja ljuštenja ili pukotina. Ako su poklopci oštećeni, zamijenite poklopce, bregaste osovine i glave cilindra.
- Očistite poklopce ležajeva i rukavce bregastog vratila i rasporedite poklopce prema brojevima ležajeva.
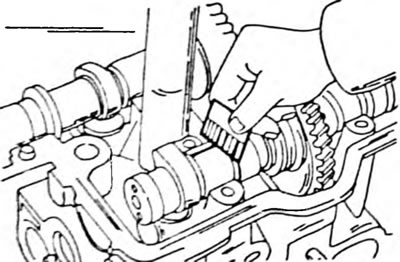
- Zračnost ležaja mjeri se plastičnom kosom PLASTIGAGE. Stavite kosu preko cijele duljine zavoja (Sl. 57) i postavite poklopce jedan po jedan. Strelica na svim poklopcima mora biti usmjerena prema naprijed, a brojevi poklopaca moraju odgovarati brojevima ležajeva.
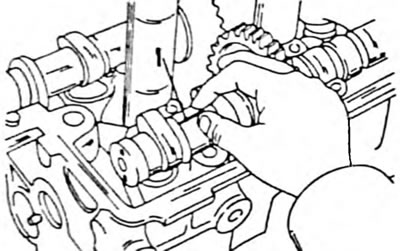
Sl. 57. Provjera zračnosti ležaja pomoću PLASTIGAGE kose. nanesite plastičnu kosu (1) u naznačenom položaju na ležajnim rukavcima. Mjerenje je prikazano na 2.0L motoru.
- Lagano udarite po poklopcima čekićem i umetnite vijke. Zategnite vijke od sredine prema van do momenta pritezanja od 13 Nm (motor 4A-F/FE), odnosno 19 Nm za motor 3S-FE. Nemojte griješiti. Bregasto vratilo se ne smije okretati.
- Ponovno odvrnite poklopce ležajeva i odmah provjerite je li na poklopcu ostala dlaka PLASTIGAGE-a. Inače se također lijepi za rukavce ležaja.
- Pomoću predloška iz PLASTIGAGE kompleta izmjerite širinu zgužvane plastične dlake na najširem mjestu (Sl. 58 ili 59). Daje minimalnu zračnost ležaja. Ako je zračnost veća od 0,10 mm, zamijenite glavu cilindra i/ili bregasto vratilo.
Sl. 58. Provjera širine PLASTIGAGE zgužvane kose Mjerenje prikazano na motoru od 2,0 L
Sl. 59. Provjera širine zgužvane kose PLASTIGAGE Mjerenje prikazano na motoru 1,6 l
- Mjerenje aksijalne zračnosti bregastog vratila provodi se u skladu s uputama danim u poglavlju o rastavljanju (vidi također sl. 32). Ako zračnost prelazi 0,25 mm (utvrđuje se tijekom demontaže), zamijenite bregasto vratilo i/ili glavu cilindra. Na oba motora treba provjeriti zračnost oba zupčanika bregastog vratila. Da biste to učinili, umetnite bregasto vratilo bez sekundarnog zupčanika i ugradite brojčanik, kao što je prikazano na sl. 60. Okrenite označeni kotačić u oba smjera i očitajte s indikatora brojčanika. Ako je zračnost veća od 0,30 mm, zamijenite bregaste osovine.
Sl. 60. Provjera zazora između zupčanika i bregastog vratila. Mjerenja se provode identično na oba motora
Zupčasti remen i zupčanici
Remen sa slomljenim zupcima mora se zamijeniti. Ostali nedostaci uključuju pukotine, ogrebotine na bokovima ili zaobljenje nekih ili svih kotača. U tom slučaju također treba provjeriti zube zupčanika. Jednom rukom držite zatezač remena, a drugom rukom okrećite remenicu. Ako dođe do zaglavljivanja prilikom okretanja valjka, zamijenite zatezač remena. Povratna opruga zatezača mora imati određenu duljinu. U ovom slučaju, duljina se mjeri između unutarnjih strana opružnih kuka. Na motoru od 1,6 litara duljina opruge trebala bi biti 43,3 mm; na 2.0L motoru duljina opruge trebala bi biti 46.1 mm. Ako je opruga istegnuta, postavite novu oprugu.
Podizači ventila
Izmjerite unutarnji promjer rupa za gurače u glavi cilindra i vanjski promjer gurača. Da biste to učinili, morate imati unutarnji i obični mikrometar. Razlika u veličini ne smije biti veća od 0,10 mm (Motor 1.6l), odnosno 0,07 mm (2.0 l motor). U suprotnom, moraju se zamijeniti potiskivači, au najgorem slučaju glava cilindra.