

Sl. 91. Mjerenje zazora po visini klipnih prstenova u žljebovima klipa. Svi ventili moraju biti dobro očišćeni
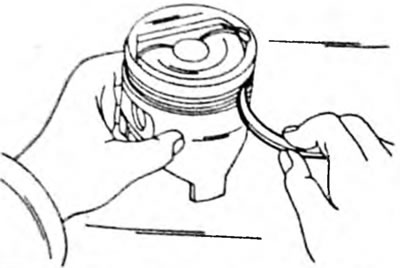
Sl. 92. Uklanjanje naslaga ugljika iz utora klipnog prstena pomoću slomljenog klipnog prstena
Zatim umetnite sve klipne prstenove jedan po jedan u cilindre s donje strane kućišta radilice. Pomoću stražnje strane klipa umetnite prstenove u skladu sa slikom 93 u cilindre. U ovom slučaju, oni sjede izravno u provrtu cilindra. Treba uzeti u obzir. da su kriteriji trošenja za 1,6 l i 2,0 l motore različiti, odnosno da se mora poštivati navedena dubina uranjanja. Za mjerenje toplinskog zazora brave klipnog prstena, umetnite mjerač u bravu prstena, kao što je prikazano na slici 94. Ako veličina premašuje podatke navedene u tablici veličina i podešavanja, zamijenite klipne prstenove. Treba uzeti u obzir da toplinski razmak nije isti za sve prstenove i za sve motore.
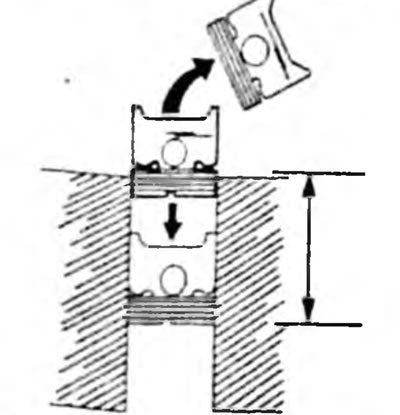
Sl. 93. Mjerenje toplinskog zazora brave klipnog prstena u cilindru. Povucite preokrenuti klip do dubine (između strelica) 110 mm kod 2,0 l motora ili 87 mm kod 1,6 l motora.
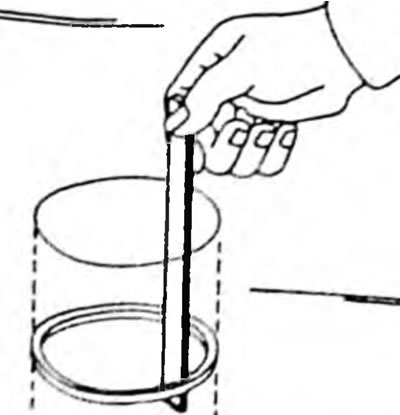
Sl. 94. Mjerenje toplinskog zazora brave klipnog prstena
Provjerite istrošenost ili brazde na svornjacima klipa. Ako je odbijena samo jedna klipnjača, treba zamijeniti cijeli set. Matice ležaja klipnjače moraju se zamijeniti. Također provjerite savijanje i uvijanje klipnjača pomoću posebne instalacije (vidi sl. 95), koji bi trebao biti minimalan, odnosno na duljini od 100 mm mogu se savijati za najviše 0,05 mm. Unutarnje uvijanje dopušteno je 0,15 mm na 100 mm na 2,0L motoru i 0,05 mm na 100 mm na 1,6L motoru. Čahure glave klipnjače ne mogu se zamijeniti.
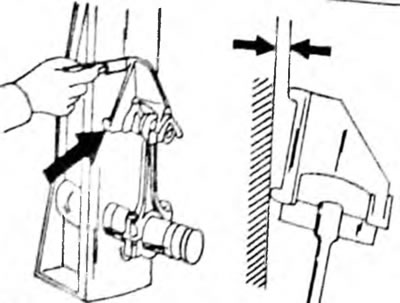
Sl. 95. Klipnjače se provjeravaju na savijanje i uvijanje na stroju za ravnanje. Ovdje je prikazan test savijanja. Prilikom provjere uvijanja, sonda se postavlja na mjesto označeno strelicama.