
Note:
- - Rebore all cylinders to the same oversize (for oversized pistons).
- - Install piston rings also of the same repair size corresponding to the repair size of the pistons.
1. Select oversize pistons.
Repair (0,50) piston diameter:
2C - 86.445 - 86.475 mm
3S-FE - 86.425-86.455 mm
4S-FE
- rem. (0,50) - 82.937 - 82.967 mm
- rem. (0,75) - 83.187 - 83.217 mm
4A-FE, 7A-FE - 81.430 - 81.460 mm
5A-FE - 791130-79.160mm
2. Calculate the repair size for boring cylinders.
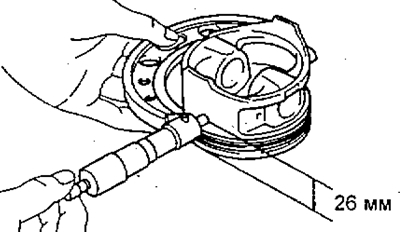
A) Using a micrometer, measure the piston skirt diameter at a distance of 25.4 mm (3S-FE); 26.0 mm (4S-FE); 24.5mm (4A-FE, 5A-FE, 7A-FE); 64.5 mm (20): from the surface of the piston crown (below the level of the piston ring grooves) and in a direction perpendicular to the axis of the piston pin, as shown in the figure.
b) Calculate the cylinder bore diameter.
The size to which the cylinder needs to be bored \u003d P + C - H
P = piston diameter, mm
C = piston oil clearance
- 2C - 0.045-0.065 mm
- 3S-FE - 0.120-0.140 mm
- 4S-FE - 0.053 - 0.073 mm
- 4A-FE, 5A-FE, 7A-FE - 0.085-0.105mm
H = honing allowance - 0.02 mm or less
3. Rebore and honing the cylinder to the required dimensions.
- Maximum honing tolerance - 0.02 mm