Dismantling the output shaft
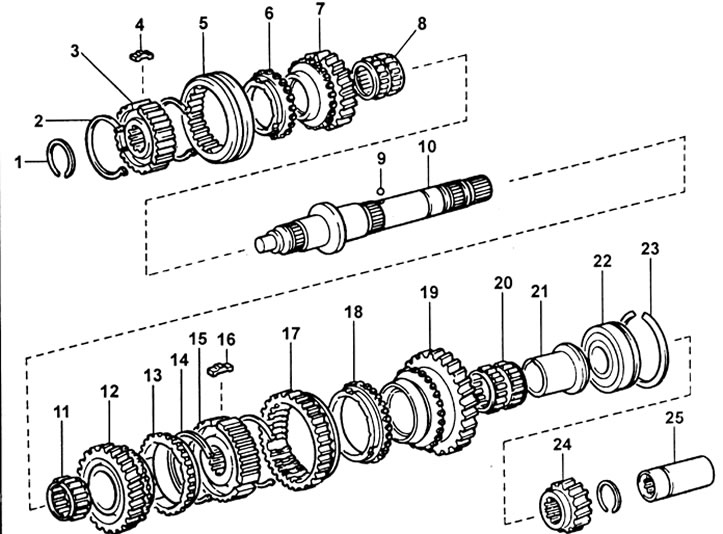
G52 gearbox output shaft.1 - retaining ring, 2 - synchronizer spring, 3 - synchronizer hub No. 2, 4 - cracker, 5 - synchronizer clutch No. 2, 6 - synchronizer ring, 7 - third gear, 8 - needle bearing, 9 - ball, 10 - secondary shaft, 11 - needle bearing, 12 - second gear, 13 - synchronizer ring, 14 - synchronizer spring, 15 - synchronizer hub No. 1, 16 - cracker, 17 - synchronizer clutch No. 1 (reverse gear), 18 - synchronizer ring, 19 - first gear, 20 - needle bearing, 21 - inner bearing race, 22 - bearing, 23 - circlip, 24 - fifth gear, 25 - spacer.
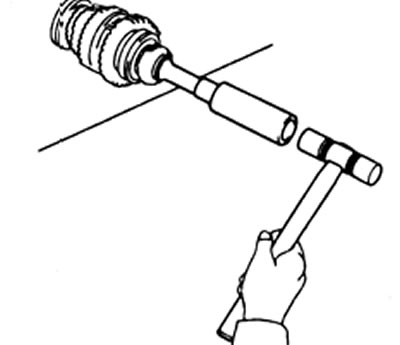
1. Using the special tool, remove the spacer from the output shaft.
2. Remove fifth gear, rear bearing, first gear, inner race and needle bearing.
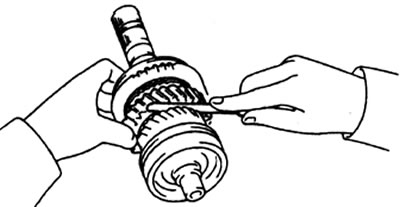
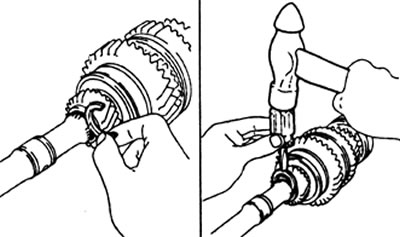
A) Using two screwdrivers and a hammer, remove the circlip.
b) Using a press, press out the fifth gear, rear bearing, first gear and bearing inner race.
V) Remove the needle bearing.
5. Remove the synchronizer ring.
6. Using a magnetic rod, remove the locking ball.
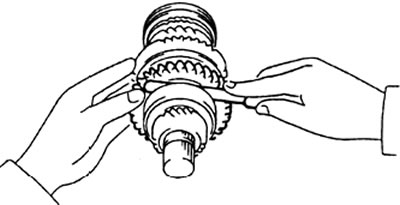
7. Using a press, remove #1 synchronizer assembly with synchronizer ring, second gear, and needle bearing.
8. Using a screwdriver, remove the three crackers and two springs from the synchronizer hub No. 1.
9. Removal of synchronizer No. 2 complete with synchronizer ring, third gear gear and needle bearing.
A) Remove the snap ring.
b) Using a press, remove synchronizer #2, synchronizer ring and third gear.
V) Remove the needle bearing.
7. Using a screwdriver, remove the three crackers and two springs from the synchronizer hub No. 2.
Checking the output shaft
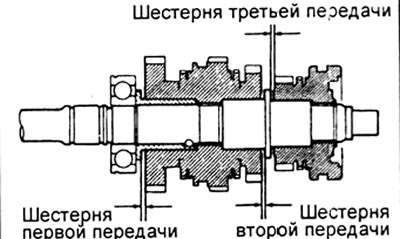
1. Measure the end play of each gear.
Nominal clearance - 0.10 - 0.25 mm
Maximum clearance - 0.25 mm
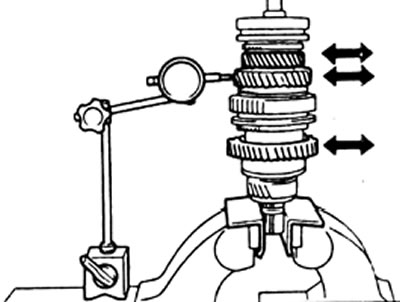
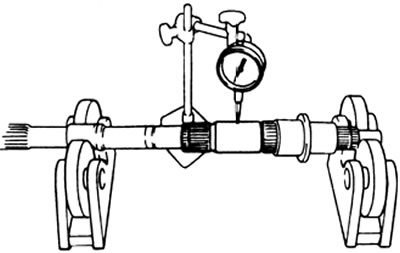
2. Using a digital indicator, measure the radial clearance for each gear.
Rated Clearance:
- 2nd and 3rd gears - 0.009 - 0.033 mm
- 1st gear - 0.009 - 0.032 mm
Max Clearance:
- 2nd and 3rd gears - 0.033 mm
- 1st gear - 0.032 mm
3. Checking the output shaft and the inner ring of the bearing.
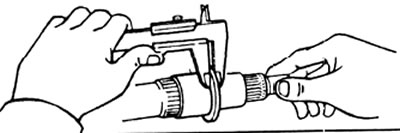
A) Using a vernier caliper, measure the thickness of the edges of the output shaft.
Minimum thickness - 4.80 mm
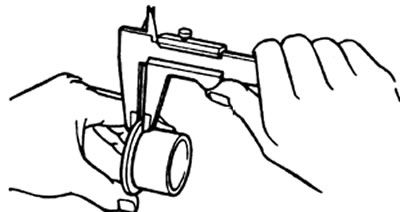
b) Using a vernier caliper, measure the lip thickness of the bearing inner race.
Minimum thickness - 3.99 mm
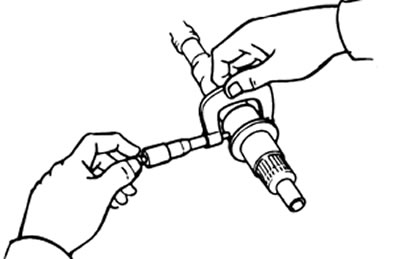
V) Using a micrometer, measure the outside diameter of the output shaft journals.
Minimum Diameter:
- 2nd gear - 37.984 mm
- 3rd gear - 34.984 mm
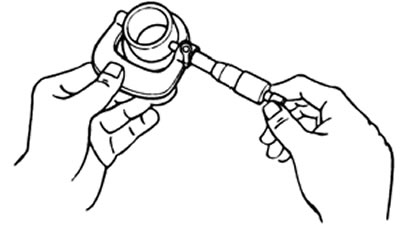
G) Using a micrometer, measure the outside diameter of the bearing inner race.
Minimum diameter - 38.985 mm
d) Using a digital indicator, check the output shaft runout.
Maximum runout - 0.05 mm
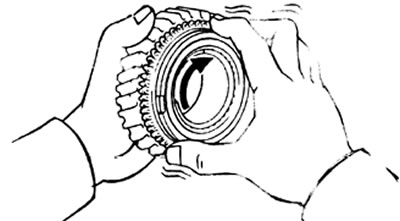
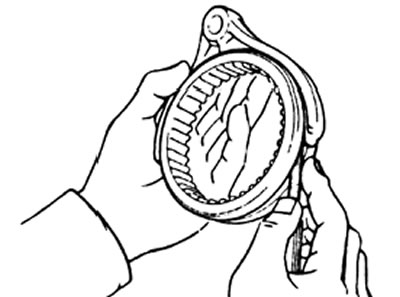
4. Checking the synchronizer rings.
A) Turning the synchronizer ring, check its frictional properties.
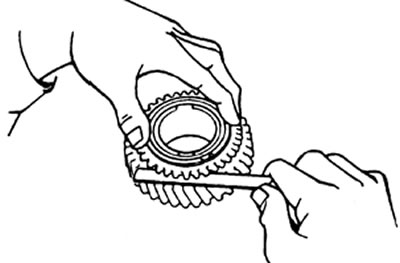
b) Measure the clearance between the synchronizer ring and the gear.
Nominal clearance - 1.0- 2.0 mm
Minimum clearance - 0.8 mm
5. Using a feeler gauge, measure the clearance between the shift forks and the synchronizer clutches.
Maximum clearance - 1.0 mm
Output shaft assembly
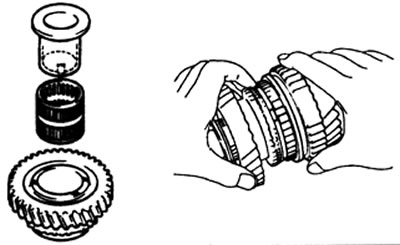
1. Assembly of synchronizers.
A) Assemble synchronizers #1 and #2 as shown.
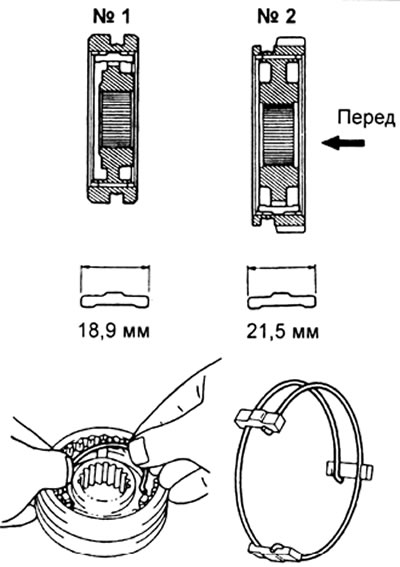
b) Install the synchronizer springs under the crackers.
Attention: it is necessary to install the springs under the crackers in such a way that the end of one spring does not coincide with the end of the other spring, as shown in the figure.
2. Installing the third gear and synchronizer No. 2 on the secondary shaft.
A) Apply gear oil to the shaft and needle bearing.
b) Put the synchronizer ring on the gear and align the grooves in the ring with crackers.
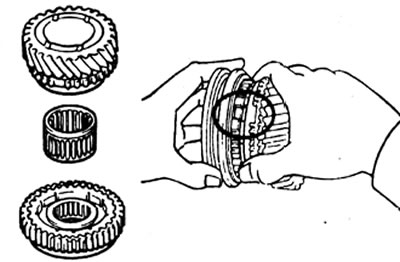
V) Insert the needle bearing into the third gear.
G) Using a press, install the 3rd gear and #2 synchronizer.
3. Select a retaining ring thick enough to provide minimum axial clearance and install the ring on the shaft.
| Label | Thickness, mm |
| C-1 | 1,75-1,80 |
| D | 1,80-1,85 |
| D-1 | 1,85-1,90 |
| E | 1,90-1,95 |
| E-1 | 1,95-2,00 |
| F | 2,00-2,05 |
| F-1 | 2,05-2,10 |
4. Use a feeler gauge to measure the third gear end play.
Nominal clearance - 0.10 - 0.25 mm
Maximum clearance - 0.25 mm

5. Installing the second gear and synchronizer No. 1.
A) Apply gear oil to the shaft and needle bearing.
b) Put the synchronizer ring on the gear and align the grooves in the ring with crackers.
V) Insert the needle bearing into the second gear.
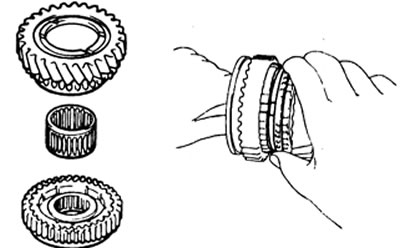
G) Using a press, install the second gear and synchronizer No. 1 onto the shaft.
6. Use a feeler gauge to measure the second gear end play.
Nominal clearance - 0.10-0.25 mm
Maximum clearance - 0.25 mm
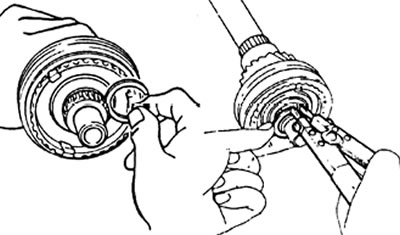
7. Installing the first gear assembly and retaining ball.
A) Insert the fixing ball into the output shaft.

b) Apply gear oil to the needle bearing.
V) Assemble the first gear, synchronizer ring, needle bearing and bearing inner race.
G) Slide this assembly onto the output shaft, aligning with the crackers.
d) Rotate the bearing inner race to align the hole in it with the locking ball.
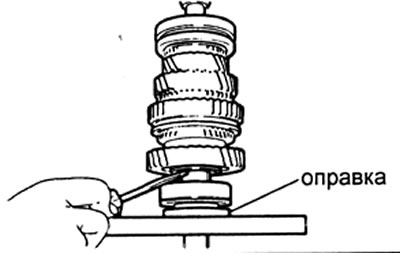
8. Using a mandrel and a press, install the rear bearing onto the output shaft so that the circlip groove on the bearing outer ring is positioned as shown.
Note: Hold the first gear bearing inner race to prevent it from falling off.
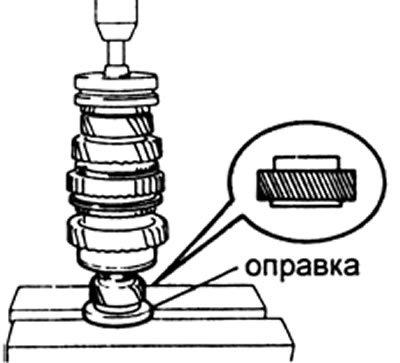
9. Using a drift and a press, install the fifth gear.
10. Installing the retaining ring.
A) Choose a retaining ring of such thickness as to ensure the minimum axial clearance.
| Label | Thickness, mm |
| A | 2,67 - 2,72 |
| IN | 2,73 - 2,78 |
| WITH | 2,79 - 2,84 |
| D | 2,85 - 2,90 |
| E | 2,91 - 2,96 |
| F | 2,97 - 3,02 |
| G | 3,03 - 3,08 |
| H | 3,09-3,14 |
| J | 3,15-3,20 |
| TO | 3,21 - 3,26 |
| L | 3,27 - 3,32 |
b) Using a screwdriver and hammer, lightly tap the circlip onto the shaft.
11. Using a feeler gauge, measure the axial clearance of the first gear.
Nominal clearance - 0.10 - 0.25 mm
Maximum clearance - 0.25 mm
12. Using a plastic hammer, install the spacer on the output shaft.