KZ engine only
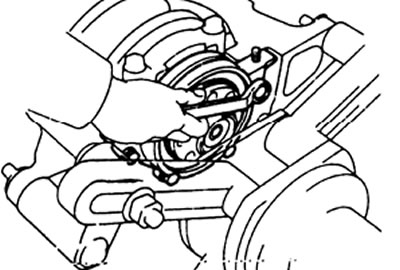
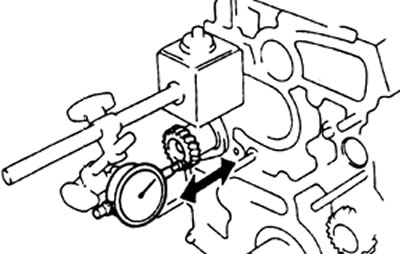
2. Checking the axial clearance of the balance shaft
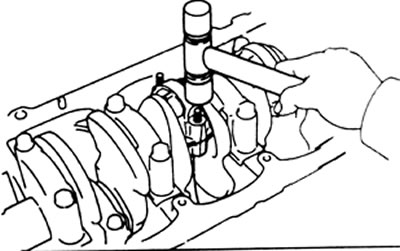
Measure the axial clearance with an indicator.
- Nominal clearance - 0.065 - 0.14 mm
- Maximum clearance - 0.25 mm
If the clearance is greater than the allowable value, replace the thrust flange of the shaft or the shaft itself.
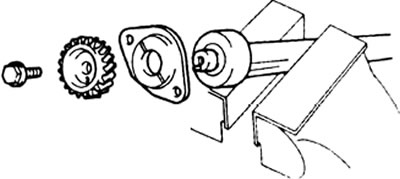
3. Dismantling of balance shafts,
A) Unscrew the two bolts securing the thrust flange, remove the shaft.

b) Clamp the shaft in a vice by the counterweight, unscrew the drive gear mounting bolt, remove the gear and thrust flange.
All engines
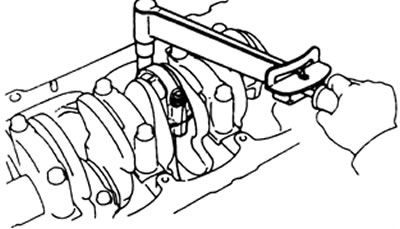
2. Measure the connecting rod end play by moving the connecting rod along the journal.
Rated axial clearance:
- L series - 0.08 - 0.30 mm
- KZ series - 0.10 - 0.30 mm
Maximum axial clearance:
- L series - 0.35 mm
- KZ series - 0.40 mm
If the axial clearance exceeds the maximum allowable value, then replace the connecting rod. If necessary, replace the crankshaft.
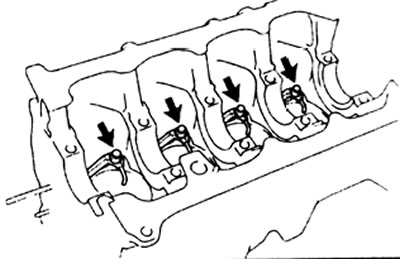
3. Remove the covers of the lower heads of the connecting rods and check the clearance in the connecting rod journals.
A) Using a center punch or digital stamp, mark the alignment marks on the connecting rod and cap to ensure correct assembly.
b) Loosen the connecting rod cap nuts.
V) Use a plastic mallet to knock on the bolts and remove the connecting rod caps.
Note: Leave the connecting rod bearings in place.
G) Cover the connecting rod bolts with small pieces of hose to protect the crankshaft from damage.
d) Clean the crankpin and bearing.
e) Check the connecting rod journal and bearing for chipping and cracks. If the connecting rod journal or bearing is damaged, replace the bearing shells. If necessary, grind or replace the crankshaft.
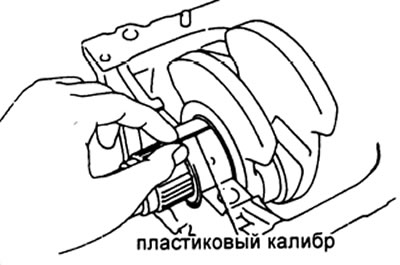
and) Place a piece of plastic gauge along the axis of the crankpin.
h) Install the connecting rod cap and tighten to 54 N.m (L-series) or 29 N.m (KZ-series), tighten the bolts by 90°.
Note: Do not turn the crankshaft.
And) Remove the connecting rod cap.
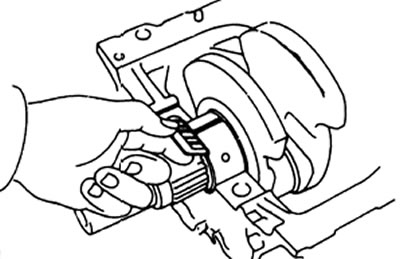
To) Measure the size of the gauge at the point of maximum width, determine the gap.
Rated Clearance:
- Series L 0.036 - 0.064 mm
- Series KZ 0.036 - 0.054 mm
Gap in repair liners:
- Engine 2L 0.023 - 0.073 mm
- Engine 3L 0.033 - 0.079 mm
- Engine KZ 0.037 - 0.077 mm
Max Gap: 0.10mm
If the clearance exceeds the maximum allowable value, grind or replace the crankshaft.
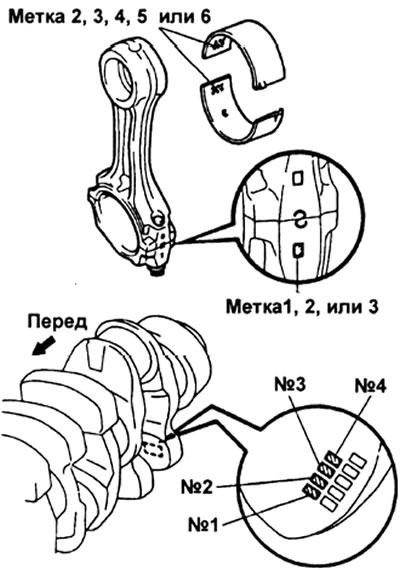
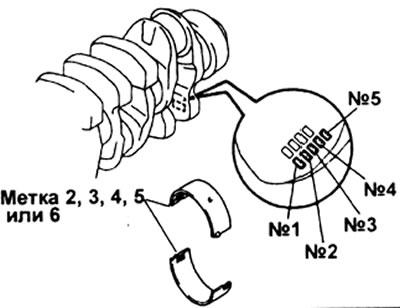
Note: if bearings of nominal size are installed, then the bearing can be replaced with a bearing having the same number, the marking of which is printed on the cover of the connecting rod lower head.
The standard bearing has marking dimensions:
- "1", "2"And"3" - L-series
- "2", "3","4","5" And "6" - KZ series
Series L
Nominal bearing shell thickness:
- Marking "1" - 1.478 - 1.482 mm
- Marking "2" - 1.482 - 1.486 mm
- Marking "3" - 1.486 - 1.490 mm
KZ series
Connecting rod diameter:
- Marking "1" - 62.014-62.020 mm
- Marking "2" - 62.020-62.026 mm
- Marking "3" - 62.026-62.032 mm
Diameter of the connecting rod journal of the shaft:
- Marking "1" - 58.994-59.000 mm
- Marking "2" - 58.988-58.994 mm
- Marking "3" - 58.982-58.988 mm
Nominal bearing shell thickness:
- Marking "2" 1.486 - 1.489 mm
- Marking "3" - 1.489 - 1.492 mm
- Marking "4" 1.492 - 1.495 mm
- Marking "5" - 1.495 - 1.498 mm
- Marking "6" - 1.498 - 1.501 mm
Note: the selection of the connecting rod bearing shell is carried out according to the table.
l) Completely remove the remaining caliber.
4. Remove the connecting rod and piston group.
A) Remove carbon deposits from the top of the cylinder.
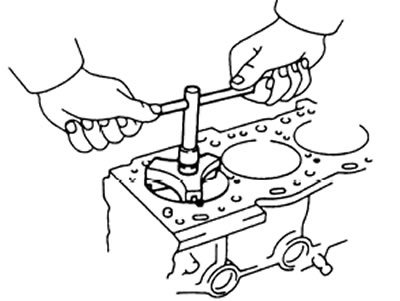
b) Push the connecting rod and piston assembly and upper bearing shell through the top side of the cylinder block.
Reminder: keep bearings (liners), connecting rod and cap together. Arrange the piston and connecting rod assemblies in the removal order.
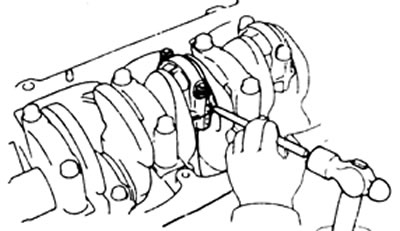
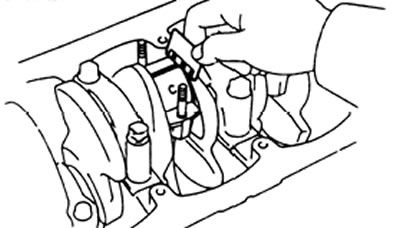
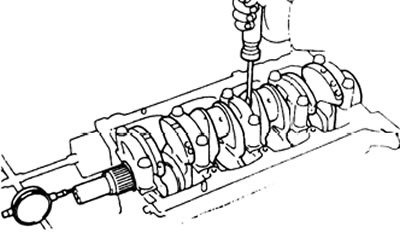
5. Measure the axial clearance by moving the crankshaft back and forth with a screwdriver working as a lever.
- Nominal axial clearance - 0.1 - 0.3 mm
- Maximum axial clearance - 0.4 mm
If the axial clearance exceeds the maximum allowable value, replace the thrust bearing.
Thickness of thrust half rings:
- Nominal - 2.430 - 2.480 mm
- Repair No. 1 - 2.493 - 2.543 mm
- Repair No. 2 - 2.555 - 2.605 mm
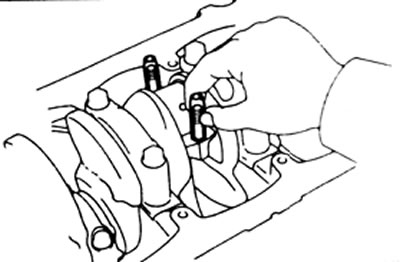
6. Remove main bearing caps and check clearance "main journal - bearing".
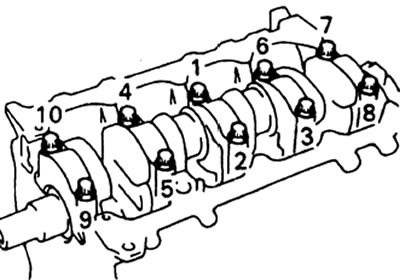
A) Remove the ten main bearing cap bolts.
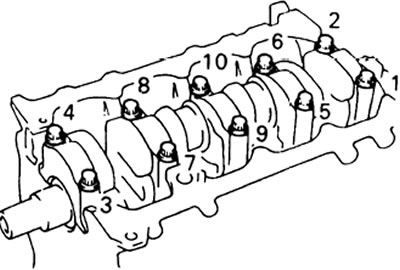
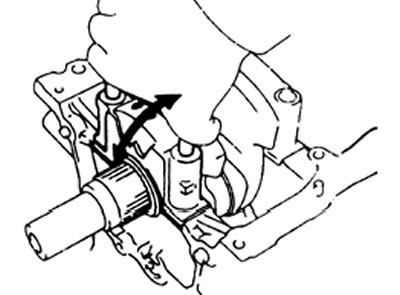
b) Using the removed main bearing cap bolts, move the main bearing cap back and forth, then remove the main bearing caps, lower main bearing shells, and lower thrust washers (L series in bearing no. 3, KZ series in bearing no. 5).
Note: Keep the lower main bearing shell and main bearing cap together.
Position the main bearing caps and lower thrust washers in the order in which they were removed.
Conrod bearing shell selection table

V) Raise the crankshaft.
Note: Keep the upper main bearing shells and upper thrust washers with the cylinder block.
G) Clean the neck and shell of each main bearing.
d) Check the journal and bushing of each main bearing for chipping and cracks. If the journal or bushing is damaged, replace the bearing shells. If necessary, grind or replace the crankshaft.
e) Install the crankshaft to the cylinder block.
and) Place a plastic gauge on each neck.
h) Install the main bearing caps and tighten to 103 N.m for the L series, 49 N.m for the KZ series, in two steps, and further tighten 90 degrees.
Note: Do not turn the crankshaft.
And) Remove the main bearing caps.
To) Measure the size of the gauge at the point of maximum width, determine the gap.
Rated Clearance:
- L series - 0.034 - 0.065 mm
- KZ series - 0.036 - 0.054 mm
Clearance in the repair bearing:
- L series - 0.033 - 0.079 mm
- KZ series - 0.037 - 0.077 mm
Maximum clearance - 0.10 mm
If the clearance exceeds the maximum allowable value, then replace the bearing shells. If necessary, grind or replace the crankshaft.
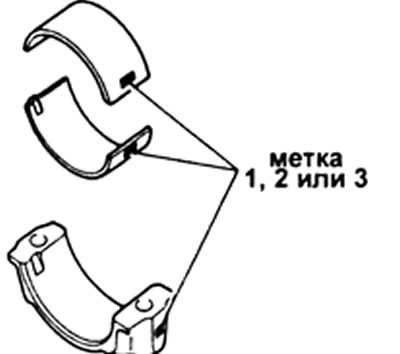
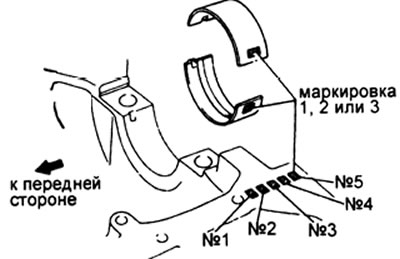
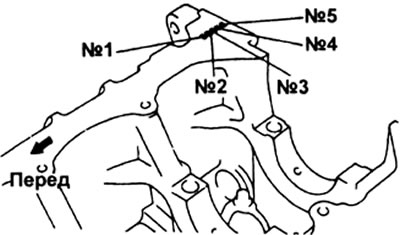
Note: if bearings of nominal size are installed, then the bearing must be replaced with a bearing of the same number, the marking of which is applied on the back on the lower right side of the cylinder block. The standard bearing is marked "1", "2" And "3" (L-series) or «2», «3», «4», «5» and «6» (KZ-series).
Series L
Nominal insert thickness:
- Marking "1" - 1.979 - 1.983 mm
- Marking "2" - 1.983 - 1.987 mm
- Marking "3" - 1.987 - 1.991 mm
KZ series
Shaft bed diameter in block:
- Marking "1" - 75.000-75.006 mm
- Marking "2" - 75.006-75.012 mm
- Marking "3" - 75.012-75.018 mm
Main journal diameter:
- Marking "1" - 69.994-70.000 mm
- Marking "2" - 69.988-69.994 mm
- Marking "3" - 69.982-69.988 mm
Nominal insert thickness:
- Marking "2" - 2.479-2.482 mm
- Marking "3" - 2.482-2.485 mm
- Marking "4" - 2.485-2.488 mm
- Marking "5" - 2.488-2.491 mm
- Marking "6" - 2.491-2.494 mm
Main bearing shell selection table

The choice of the main bearing shell is carried out according to the table
l) Completely remove the remaining caliber.
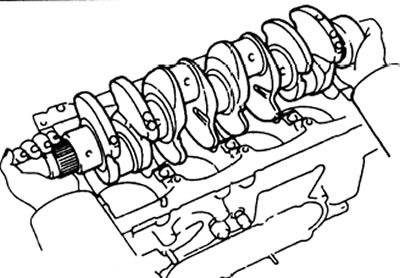
7. Remove the crankshaft.
A) Raise the crankshaft.
b) Remove the upper main bearing shells and upper thrust washers from the cylinder block.
Note: Arrange the main bearing caps, bearing shells and thrust washers in the order in which they were removed.
Note: for motors of the KZ series, the thrust bearing is located on the fifth journal of the shaft
8. Remove check valves and oil nozzles.
9. (KZ only) Remove block jet