
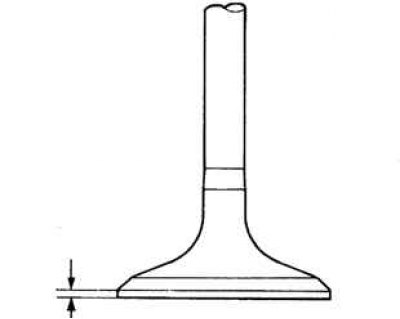
Pic. 2.273. Valve plate thickness
Grind the valves until traces of soot and scratches are eliminated. Ensure that the lapped bevel of the valve forms an angle of 44.5°with respect to a plane perpendicular to the axis of the stem. Check the thickness of the cylindrical part of the valve disc (pic. 2.273).
The standard plate thickness is 1.0 mm.
If the thickness of the cylindrical part of the valve disc is less than the minimum allowable value, replace the valve.
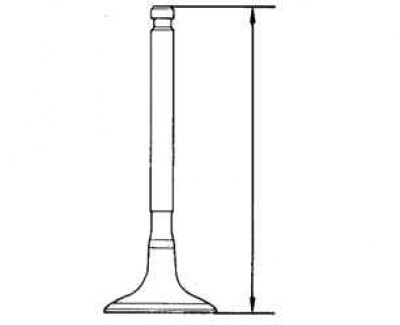
Pic. 2.274. Valve length
Check overall valve length (pic. 2.274). If the overall length is less than the minimum, replace the valve.
Nominal length:
- intake valve - 95.45 mm;
- exhaust valve - 95.40 mm.
Minimum overall length:
- intake valve - 94.95 mm;
- exhaust valve - 94.90 mm.
Check the condition of the valve faces for wear. If the valve face is worn, regrind the valve face or replace the valve.
Note. After regrinding, check the overall length of the valve. Then, with a 45°carbide cutter, grind the valve seats, removing only the minimum amount of metal to clean the seat bevels. Check for proper seating of the valve.
Note. Apply a thin layer of white to the bevel of the valve. Press the valve face against the seat, but do not rotate the valve. Then remove the valve and inspect the valve seat and bevel.
If the paint remains around the entire circumference (360°) chamfers of the valve, the valve is concentric. Otherwise, replace the valve. If the paint appears around the entire circumference (360°) valve seats, guide (sleeve) valves and valve seat are concentric. Otherwise, regrind the bevel. Make sure that the contact patch is in the middle of the valve face and has a width of 1.0-1.4 mm.
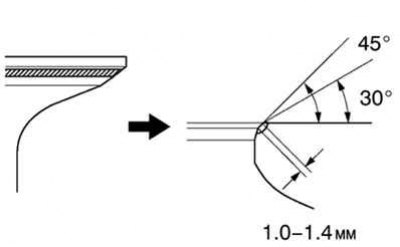
Pic. 2.275. Scheme for regrinding a saddle with a cutter with a taper angle of 30°and 45°
Otherwise, adjust the chamfer so that the contact patch is not too high on the valve chamfer. To regrind the seat, use 30°and 45°taper cutters (pic. 2.275).
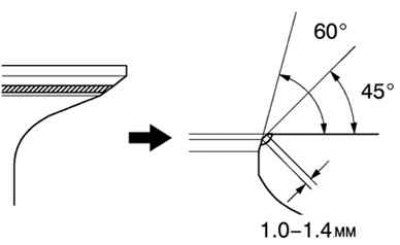
Pic. 2.276. Scheme for regrinding a saddle with a cutter with a taper angle of 75°and 45°
If the contact patch is too low on the valve face, use 75°and 45°taper cutters to regrind the seat (pic. 2.276).
Hand lap the valve and valve seat using abrasive paste. After lapping, clean the valve and valve seat.