
Cleaning
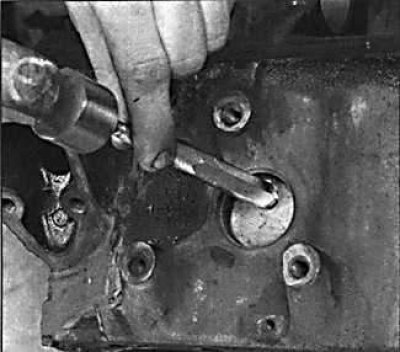
1. Remove all parts and electrical sensors from the cylinder block. For complete cleaning, remove process plugs. To remove the process plug, using a punch, turn the process plug in the socket and...
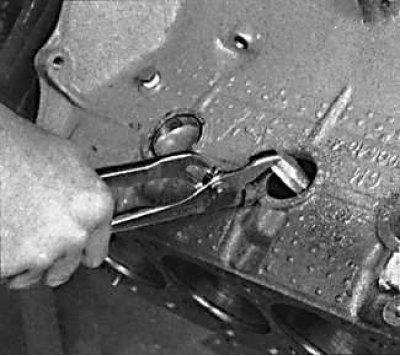 |  |
2.... using pliers, remove it from the cylinder block.
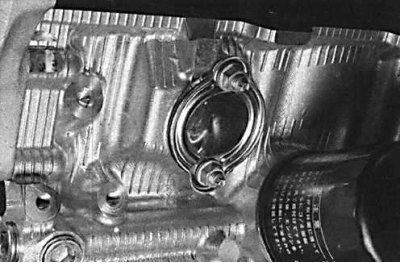
3. Also, to remove process plugs, you can drill a small hole in the plug and screw a self-tapping screw into the hole. Pull the screw head to remove the process plug. On the 1MZ-FE engine, technological plugs are attached to the cylinder block with nuts.
4. Remove all traces of gaskets from the mating surfaces of the engine block.
5. Remove all oil line plugs. When installing, use new plugs.
6. Clean the most polluted places with steam.
7. Clean all lubrication holes and oil line. Rinse all internal channels with a stream of warm water until the water comes out clean. It is necessary to completely dry the cylinder block and lubricate all mating surfaces with a thin layer of oil to prevent corrosion. Also lubricate the engine cylinders. If compressed air is available, use it to speed up the drying process and blow out all oil holes and lines.

8. Thoroughly clean all threaded holes using a properly threaded tap, then blow out the holes with compressed air.
9. Install plugs in the oil line in the engine block and fasten them securely.
10. If the engine cannot be reassembled immediately, cover the cylinder block with a large plastic bag to protect it from contamination.
Examination
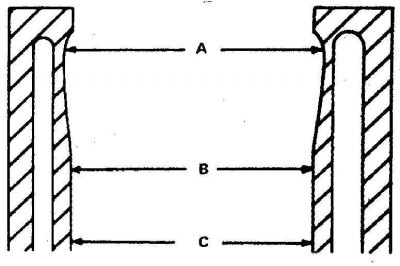
Measurement points for the liner diameter of each cylinder at the top (A) in the center (IN) and at the base (WITH)
1. Visually inspect the cylinder block for corrosion. Check the integrity of the threads in the threaded holes.
2. Check the diameter of the engine cylinders for wear by the presence of a step at the top of the cylinder.
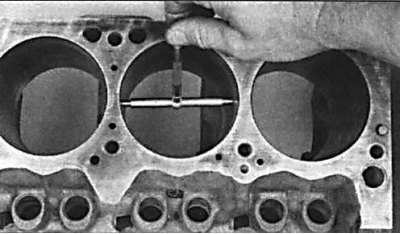 | 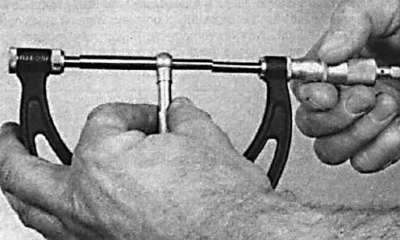 |
3. If you have a measuring tool, measure the liner diameter of each cylinder at the top (under the wear step) in the center and at the base parallel to the axis of the crankshaft.
4. Then take the same measurements perpendicular to the axis of the crankshaft and compare them with the technical data. Repeat the measurement procedure on the remaining cylinder liners.
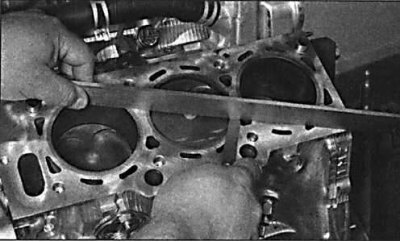
5. Using a steel ruler and feeler blade, check the flatness of the mating surface of the engine block.
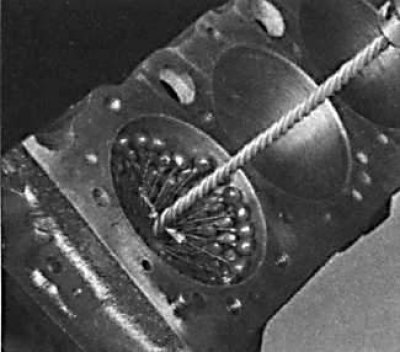
Cylinder honing
Honing of the cylinder walls creates the most favorable conditions for the operation of the piston rings. The most widespread honing tool with spring-loaded bars. A honing tool in the form of a round wire brush is also widely used. In addition, honing will require some kerosene, rags and an electric drill.
1. Reinstall the main bearing caps and tighten the bolts securing them to the required torque.
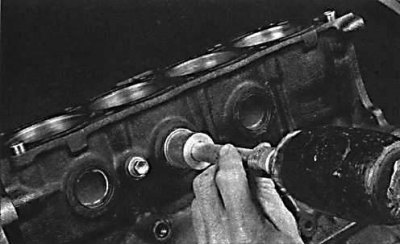
2. Attach the honing tool to the electric drill and insert it into the cylinder.

3. Lubricate the cylinder walls with a thin layer of kerosene, turn on the electric drill and move the honing tool up and down until a regular intersecting pattern forms on the walls. Ideally, the lines should intersect at an angle of 60°. Make sure that the walls are moistened with a thin layer of kerosene during the honing process.
4. Do not remove the honing tool from the cylinder block while the power drill is running. Moreover, make several strokes of the honing tool with the drill turned off, and only then remove it from the cylinder block.
5. Honed the rest of the cylinders in the same way.
6. Thoroughly wash the cylinder block from the remnants of the abrasive tool.
7. Dry the cylinder block and lubricate the surfaces with a thin layer of oil.